Druk przestrzenny metodą FDM, szczególnie w domowym wydaniu, ma pewne ograniczenia
Pomijając charakterystyki materiałów, z których można drukować, sama geometria modeli ma dość duże znaczenie. Artykuł ten jest zbiorem wskazówek dla osób, które chcą swoje projekty wydrukować później popularną metodą FDM.
Geometria obiektu może często być o wiele bardziej skomplikowana niż przy przedmiotach wytwarzanych tradycyjnymi metodami (np. druk kompletnych, działających mechanizmów). Jednak czasem trudno jest uzyskać stosunkowo proste przedmioty bez konieczności zastosowania dodatkowej, czasochłonnej obróbki.
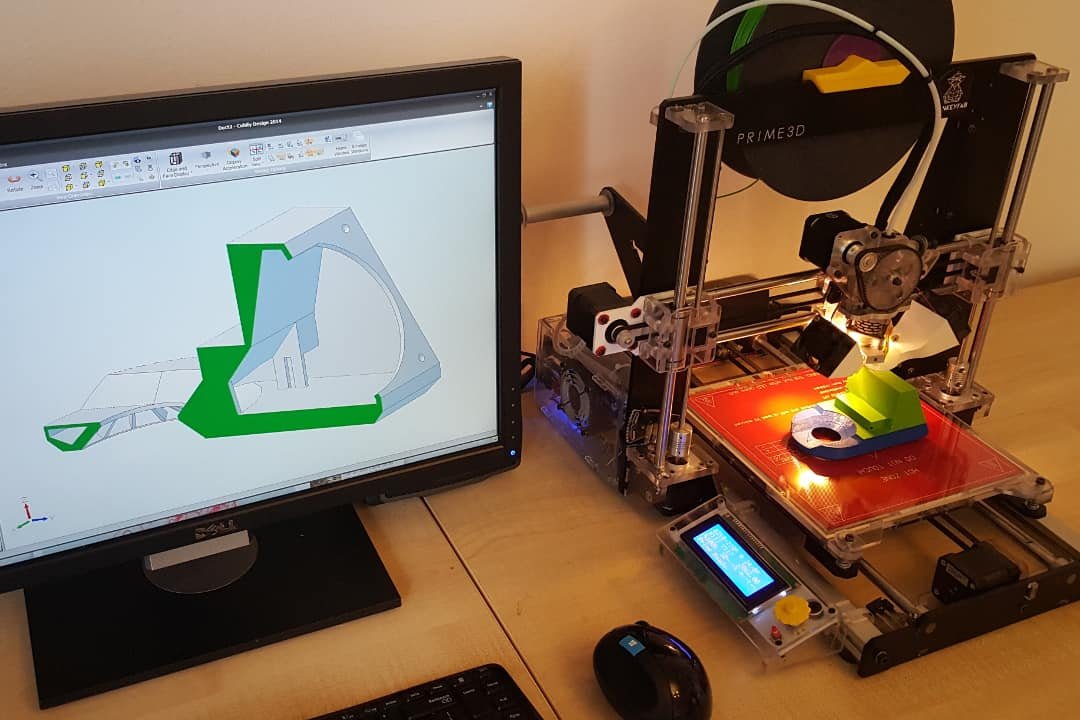
W metodzie wykorzystującej druk 3D projekty powinny być tworzone w taki sposób, aby ich wydruk nie sprawiał żadnych kłopotów. Projektując przedmioty do późniejszego wydruku, warto wiedzieć, w jaki sposób będą one powstawać i z czym drukarka poradzi sobie bez problemu, a co może sprawić jej trudność. Dzięki temu unikniemy różnych przykrych niespodzianek w trakcie druku.
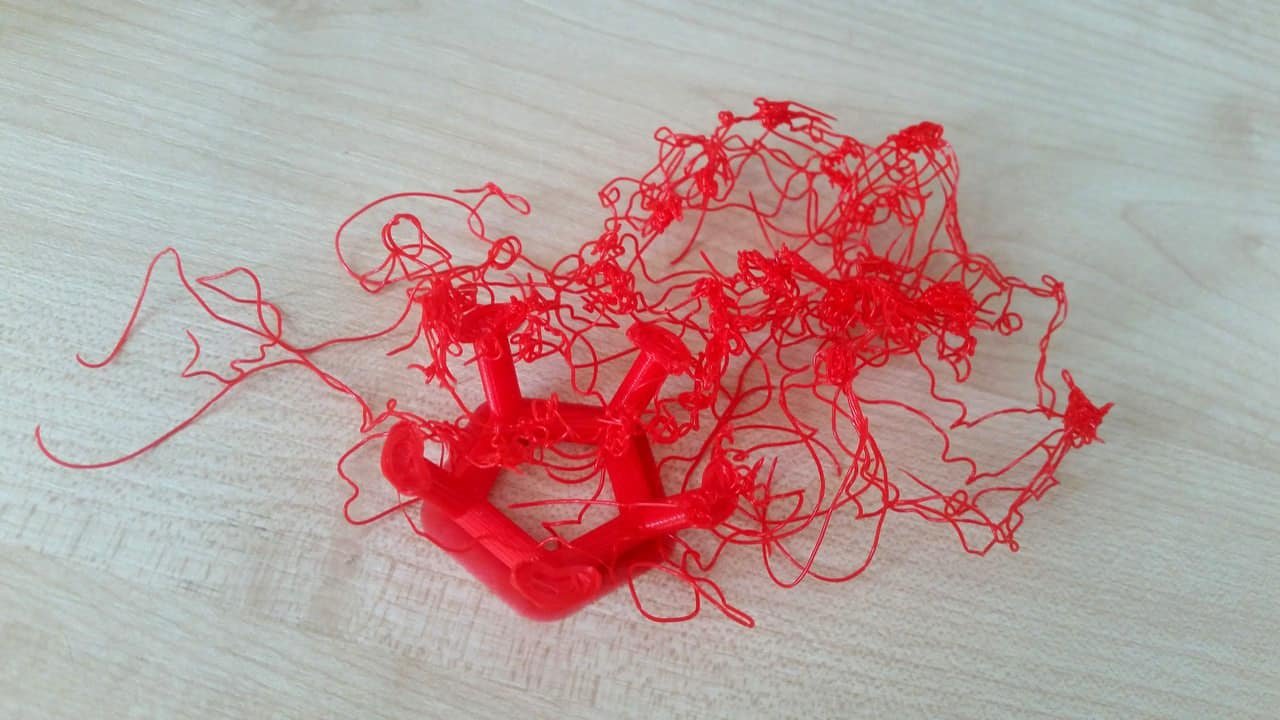
Sytuacja, której nie chcemy widzieć
Do lektury dalszej części tego artykułu przyda się podstawowa wiedza na temat sposobu, w jaki pracują drukarki typu FDM, łącznie ze zrozumieniem idei dzielenia obiektu na warstwy. Osoby, dla których temat jest nowy, zachęcam do przeczytania artykułu: Od pomysłu do druku 3D.
Drukiem 3D zajmuję się osobiście od ponad roku, eksperymentując z drukarką Monkeyfab Prime XT, będącą dalekim rozwinięciem Prusy i3. O swoich projektach, jak również o ulepszeniach i obsłudze samej drukarki, piszę na bieżąco na blogu 3dwpraktyce.pl.
Informacje zawarte w tym przewodniku są oparte na moim własnym doświadczeniu. Z pewnością przydadzą się wszystkim, którzy korzystają z drukarek 3D lub przynajmniej projektują przedmioty przeznaczone do druku. Ponieważ temat tworzenia modeli pod druk 3D jest dość szeroki, zdecydowałem się go opisać w kilku częściach.
Projekty do drukarki 3D. W czym projektować modele 3D
Nie chcąc wgłębiać się w różnice między różnymi programami (to temat na osobny, dość długi artykuł), odpowiem krótko – do projektowania można wykorzystać w zasadzie dowolny program, który odpowiada naszym potrzebom.
Jedynym wymaganiem jest to, żeby była w nim dostępna opcja eksportu do pliku w formacie STL. Z punktu widzenia samego druku nie ma znaczenia, czy model powstanie w profesjonalnym narzędziu typu Autodesk Inventor, czy w np. prostym, darmowym, działającym pod przeglądarką internetową programie Tinkercad.
Porównania popularnych, bezpłatnych i komercyjnych narzędzi można znaleźć w wielu miejscach w sieci – prosta lista znajduje się np. na stronie Shapeways. Sam obecnie używam niedrogiego, komercyjnego programu Cubify Design, który dość dobrze się sprawdza do projektowania różnych technicznych przedmiotów o ściśle zdefiniowanej geometrii.
Modele 3D do druku. O czym warto wiedzieć?
Bez względu na rodzaj slicera, którego używamy do cięcia modelu na warstwy, przed wydrukiem warto przyjrzeć się, w jaki sposób nasz przedmiot będzie powstawał. Zarówno Cura, Slic3r i KISSlicer posiadają opcję podglądu wygenerowanego G-code’u.
Drukarka 3D modele tworzy dzieląc je uprzednio na warstwy. Przeglądając model go warstwa po warstwie, można w ciągu kilku chwil przeprowadzić uproszczoną symulację druku, co często pozwala zauważyć zarówno pewne problemy w samym modelu, jak i nieoptymalne ustawienia slicera.
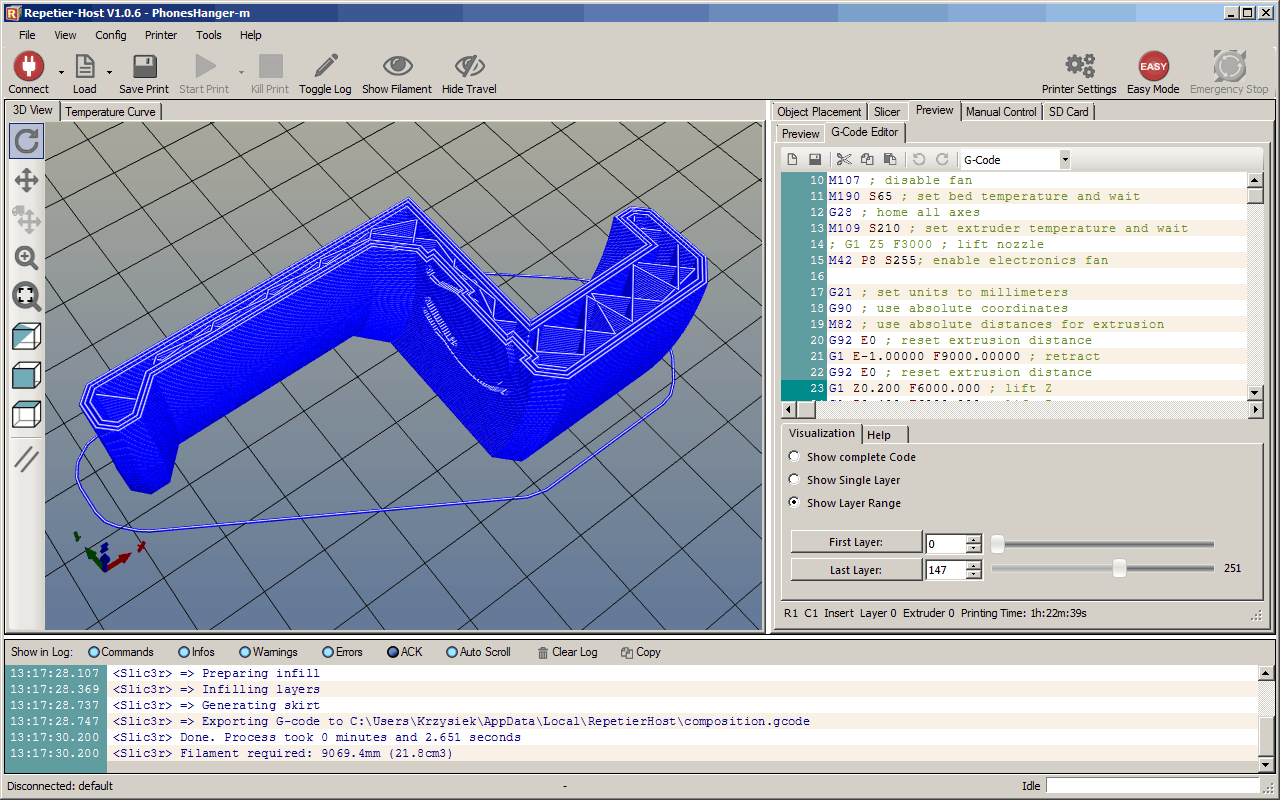
Sam najczęściej używam programu Slic3r, uruchamianego z poziomu Repetier Hosta, który w bardzo czytelny sposób wizualizuje G-code przed wysłaniem go na drukarkę. Za pomocą opcji Show Layer Range oraz suwaków First Layer/Last Layer można z dokładnością do pojedynczych nitek filamentu zobaczyć, jak nasz model będzie tworzony.
Podgląd przed wydrukiem.
Podstawowe ograniczenia druku
Grubość ścianek. Podstawowym ograniczeniem w druku 3D jest minimalna grubość ścianek w modelach. Drukarki FDM mają zwykle dysze o średnicy 0,3 – 0,5 mm, i wyciskany filament będzie miał postać nitek właśnie takiej grubości.
Jeśli w naszym modelu pojawią się miejsca, których grubość powinna być mniejsza, to slicer albo ich w ogóle nie uwzględni, albo każe je drukarce wykonać z najmniejszą możliwą grubością.
Jeśli projekt musi mieć cienkie ścianki, lepiej nie schodzić poniżej 0,5 mm (chyba że mamy w swojej drukarce dyszę z mniejszym otworem i nasz slicer sobie z tym poradzi).
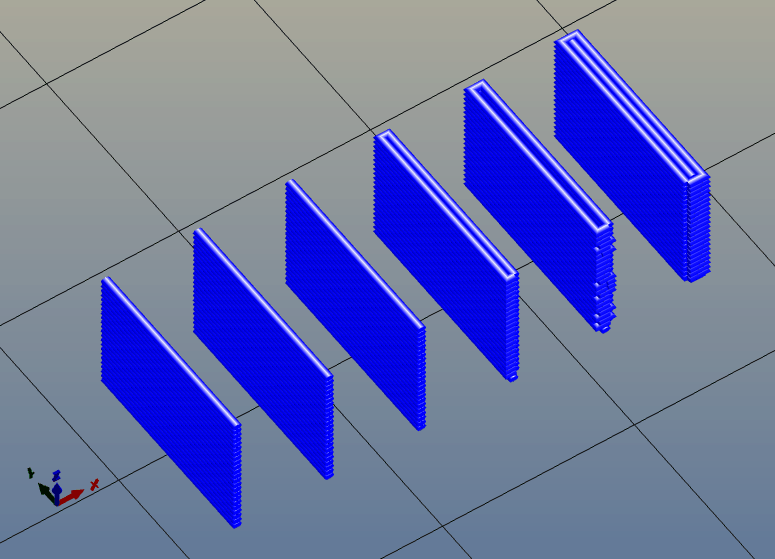
Warto zaznaczyć, że slicer może mieć też problem z dokładnym odwzorowaniem ścianek, które są grubsze niż średnica dyszy, ale cieńsze niż jej dwukrotna średnica. Dobrze to widać na poniższym widoku z Repetier Hosta (z użyciem programu Slic3r): ścianki w projekcie miały średnicę od lewej do prawej: 0,2, 0,4, 0,6, 0,8, 1 oraz 1,2 mm. Przy dyszy 0,4 mm na wydruku będą miały odpowiednio: 0,4, 0,4, 0,4, 0,8, 1 i 1,2 mm.
Drukowanie cienkich ścianek.
W takiej sytuacji lepiej radzą sobie KISSlicer i Cura, ale z kolei te programy gorzej obsługują ścianki o grubości mniejszej lub równej średnicy dyszy.
Ostre krawędzie
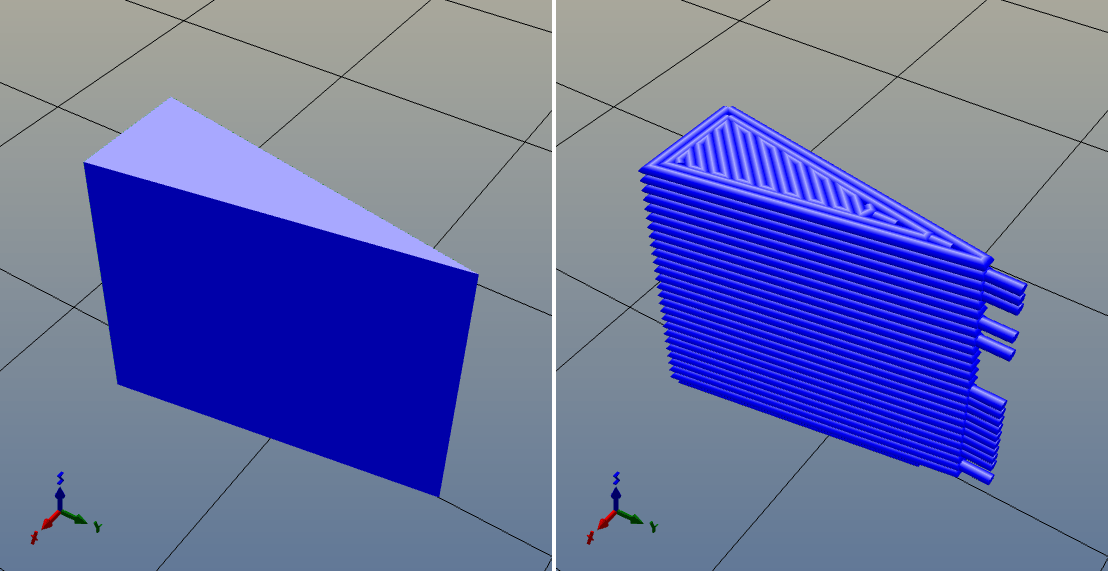
Szczególnym przypadkiem cienkich miejsc w modelu są ostre krawędzie: im są ostrzejsze, tym trudniej drukarce będzie je wykonać. Dla przykładu, przy takim prostym obiekcie ostra krawędź wyjdzie albo poszarpana, albo zostanie ucięta:
Problem drukowania ostrych krawędzi.
Dobrym rozwiązaniem może się okazać „stępienie” jej w projekcie, tak żeby ułatwić drukarce zadanie, i móc osiągnąć bardziej przewidywalny efekt końcowy.
W jednym z projektów spotkałem się z takim ostrym elementem skierowanym do dołu. Jest to szczególnie nieprzyjemny przypadek – gdy slicer „utnie” taką krawędź, będzie się ona zaczynać w powietrzu, i niepodparty niczym filament opadnie w tym miejscu w dół.
Przykład ścinania zbyt cienkiej podstawy.
Rozdzielczość druku
Kolejną istotną rzeczą związaną z technicznymi możliwościami drukarki jest jej rozdzielczość, czyli minimalna grubość pojedynczej warstwy, jaką jest ona w stanie położyć, tworząc docelowy model.
Wartość ta zależy od samego urządzenia, jednak w przypadku niskobudżetowych drukarek jest to zwykle 0,1 mm. To całkiem niewiele, dlatego w wielu zastosowaniach parametr ten nie jest zbyt poważnym ograniczeniem dla samego projektowania.
Niemniej jednak warto pamiętać, przy modelach wymagających większej precyzji, że wszystkie szczegóły w osi Z zostaną wykonane z zaokrągleniem właśnie do grubości tej warstwy.
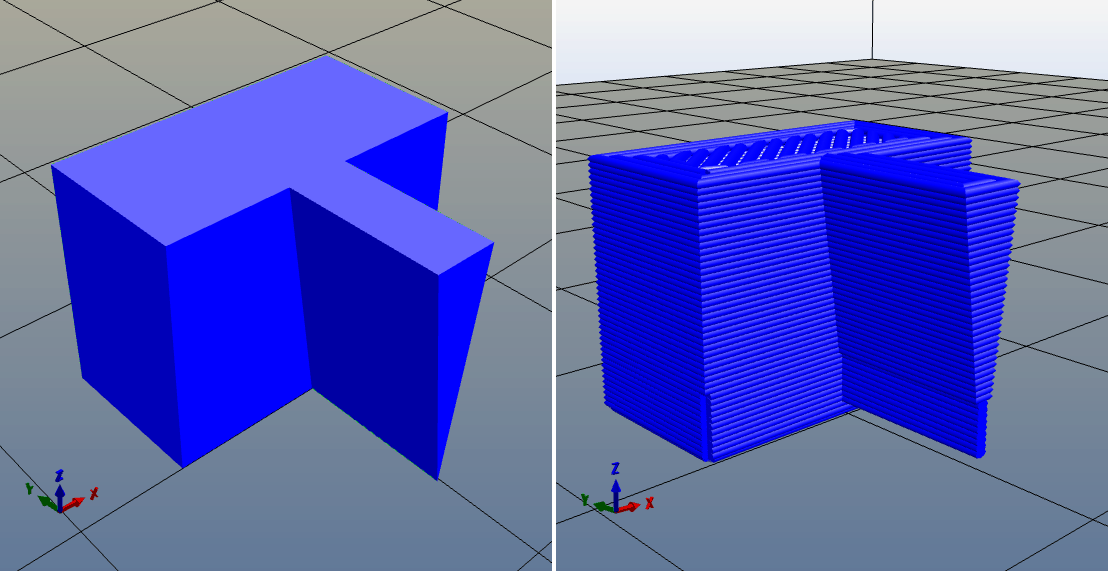
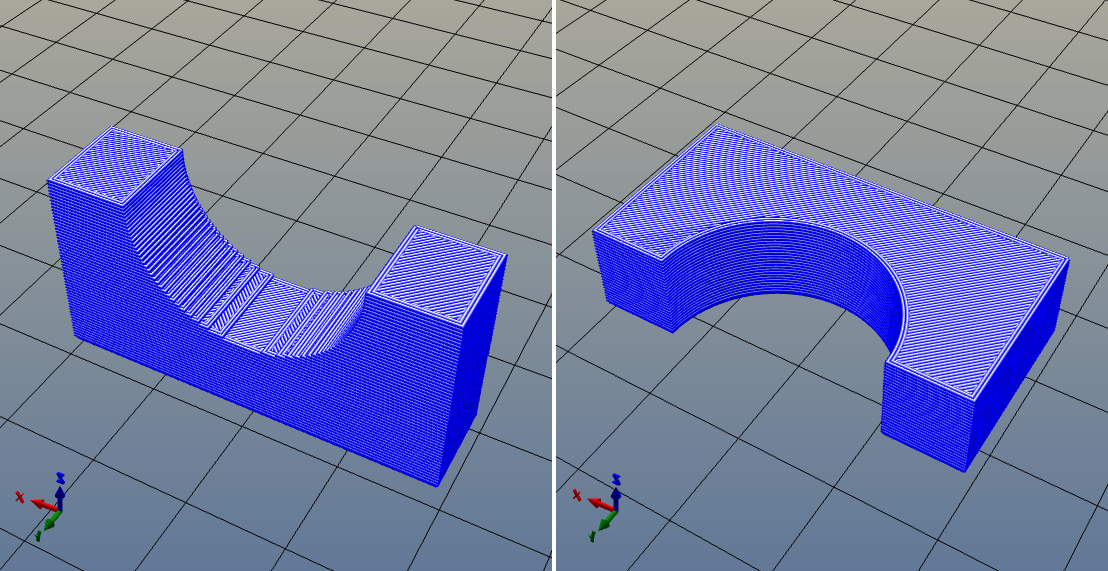
Jest ona istotna zwłaszcza przy druku zakrzywionych powierzchni, gdzie przy grubej warstwie pojawią się charakterystyczne schodki. Poza kwestiami estetycznymi może mieć to znaczenie w przypadku elementów mechanicznych, które powinny być gładkie, np. fragmentów kół, otworów, osi czy innych części, gdzie zależy nam na niewielkim tarciu. Oprócz druku z cienką warstwą powstawaniu schodków można też zapobiec, drukując model w odpowiedniej pozycji (jak na poniższym przykładzie).
Unikanie niechcianych schodków w druku 3D.
Z mojego doświadczenia wynika, że niewielkie okrągłe otwory, które podczas druku mogą z różnych powodów wyjść zniekształcone, są akurat najmniejszym problemem – zawsze można je poprawić za pomocą wiertarki.
Minimalny przekrój warstwy
Projektując model, warto też zwrócić uwagę na to, że podczas druku każda warstwa wymaga przynajmniej kilku sekund na przestygnięcie, zanim drukarka zacznie na niej kłaść kolejną. Czas ten zależy od wielu czynników, m.in. od mechanizmu chłodzenia wydruku dostępnego w drukarce, temperatury dyszy i rodzaju filamentu.
Niemniej modele, które mają niewielkie gabaryty albo są w jakimś miejscu przewężone, będą potrzebowały szczególnej uwagi podczas druku. Na przykład przy druku takiej osi z przewężeniem jej środkowa część wyjdzie prawdopodobnie zniekształcona wskutek zbyt małego przekroju (a co za tym idzie, krótkiego czasu na przestygnięcie środkowych warstw).
Problem zbyt "małej" warstwy.
Niekiedy rozwiązaniem takiego problemu jest drukowanie modelu w innej pozycji względem stołu. Jeśli nie jest to możliwe, można pomóc sobie, drukując kilka takich samych obiektów naraz (oczywiście o ile potrzebujemy większej liczby sztuk).
Innym rozwiązaniem jest też wydruk dodatkowego obiektu (np. słupka) tylko po to, żeby drukarka mogła „zająć się na chwilę czymś innym”.
Niestety ze względu na konieczność w miarę ciągłego podawania filamentu urządzenie nie może na kilka sekund wstrzymać pracy i poczekać, aż świeżo położona warstwa spokojnie zastygnie.
Powierzchnia styku ze stołem
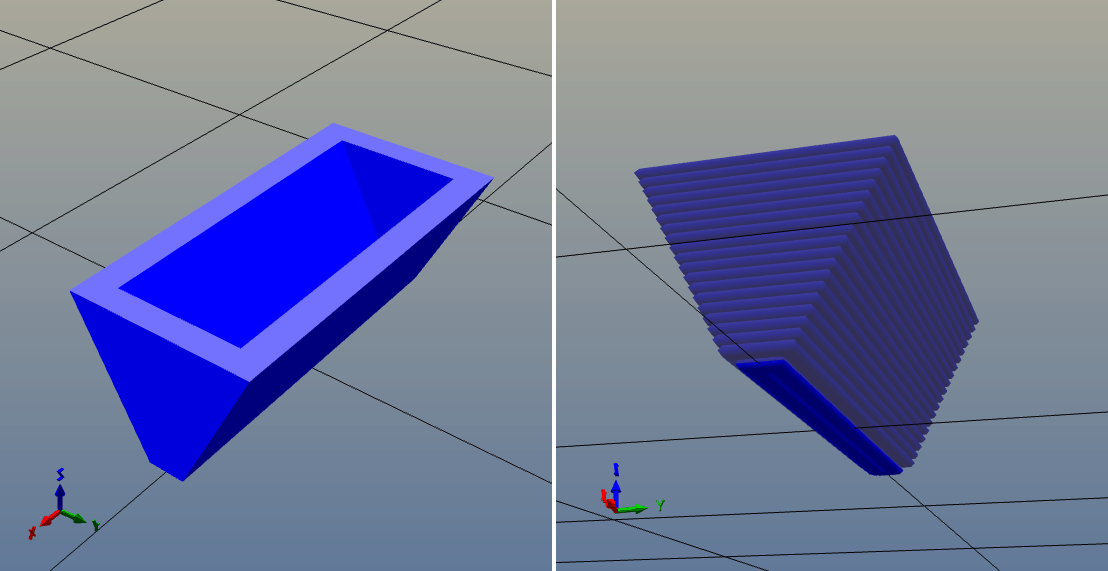
Powierzchnia modelu dotykająca stołu powinna być w miarę duża – pomoże to uniknąć odklejenia się modelu od stołu w trakcie druku. Czasami, w celu zapewnienia takiej dużej powierzchni, wystarczy odpowiednio ustawić model względem stołu lub w ustawieniach slicera włączyć opcję brimu. Niekiedy mogą być też potrzebne pewne zmiany w projekcie.
Na poniższym widoku z Repetier Hosta uproszczony model łódki (po prawej stronie) jest pokazany od dołu – dzięki temu dobrze widać pierwszą dotykającą stołu warstwę. Jest ona dość niewielka, co może sprawić problemy przy drukowaniu pozostałej części przedmiotu.
Zbyt mała pierwsza warstwa.
Podsumowanie
W tej części poradnika o projektowaniu modeli do druku 3D opisałem bardzo podstawowe zagadnienia, dotyczące ograniczeń technologicznych. W kolejnej – zajmę się kwestią elementów modeli, które częściowo lub całkowicie zawieszone są w powietrzu. Opiszę też, czy warto używać wsporników, oraz jak projektować przedmioty, aby nie wymagały ich stosowania.
Wybierz ten popularny sprzęt, jakim jest drukarka 3D. Projekt powinien być indywidualnie dostosowany do jej możliwości, a jego konstrukcja musi być dobrze przemyślana. Jeśli projektujemy modele do druku 3D, najlepiej, oczywiście, mieć również możliwość ich wydruku. Obserwowanie drukarki podczas pracy pozwala zwrócić uwagę na to, z którymi fragmentami modelu urządzenie radzi sobie lepiej, a z którymi gorzej, i ewentualnie zmodyfikować sam projekt. Modele 3D do druku pozwolą na sprawne i szybkie rozpoczęcie przygody z drukiem 3D!
Jednak jeśli nie mamy dostępu do drukarki, warto przeprowadzić symulację druku w programie Repetier Host lub innym narzędziu wizualizującym G-code.
Zachęcam do podzielenia się w komentarzach własnymi doświadczeniami z projektowaniem pod druk 3D. Chętnie odpowiem też na pytania związane z tą dziedziną. Zapraszam również na blog 3dwpraktyce.pl, gdzie osoby zainteresowane niskobudżetowym drukiem 3D „od kuchni” znajdą sporo informacji na temat pracy z tą technologią.
Teraz już wiesz, jakie projekty do drukarki 3D można zrealizować z jej pomocą. Pokazaliśmy Ci także przykładowe modele 3D do druku, które pomogą Ci rozwijać swoje hobby i tworzyć pierwsze projekty. Pasjonuje Cię druk 3D. Projekty pokazane w tym artykule pozwolą na poznanie podstawowych technik oraz staną się baza do dalszego rozwoju.
O autorze: Krzysztof Matusiewicz
Z wykształcenia pracuje w branży IT jako programista Javy.
Po godzinach, poza psuciem i naprawianiem różnych urządzeń, z wielką pasją eksperymentuje z zastosowaniami niskobudżetowego druku 3D. Autor bloga 3dwpraktyce.pl.
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY na bazie Arduino i Raspberry Pi.
To nie koniec, sprawdź również
Przeczytaj powiązane artykuły oraz aktualnie popularne wpisy lub losuj inny artykuł »
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY z Arduino i RPi.
























Trwa ładowanie komentarzy...