Bardzo ważnym etapem w drukowaniu 3D jest odpowiednie przygotowanie modelu.
Najpopularniejszym formatem plików z modelami jest STL, który w dużym uproszczeniu jest zbiorem punktów XYZ opisujących geometrię obiektu. Bezpośrednio drukarka nie jest w stanie z takim plikiem nic zrobić.
Należy go zatem przekształcić w zbiór instrukcji, które drukarka zrozumie. Do tego celu służą programy typu slicer, które to dla nas zrobią. Instrukcje rozpoznawane przez RepRapy zostały zapożyczone z dobrze znanych w przemyśle obrabiarek CNC i są w większości z nimi zgodne. Jest to tzw. G-code.
Nazwa slicer (tłum. krajalnica) bierze się z tego, że druk 3D polega na drukowaniu warstwa po warstwie obiektu i pierwsze co robi taki program to pocięcie modelu na warstwy. Dla każdej z takich warstw generowane są ścieżki obrysu i wypełnienia.
Slicerów dostępnych w internecie jest co najmniej kilka. Zaprezentuję wam najpopularniejsze trzy:
Slicer,
Cura,
KISSlicer.
Poza oczywistymi różnicami pomiędzy nimi takimi jak np. interfejs graficzny, postaram się przede wszystkim przedstawić różnice w ich algorytmach generowania kodu dla drukarki, które bezpośrednio przekładają się na jakość wydruków.
Jest kilka kluczowych miejsc, które są charakterystyczne dla wydruków 3D. To na nich się skupię aby pokazać różnice w tym oprogramowaniu.
Szew - Seam
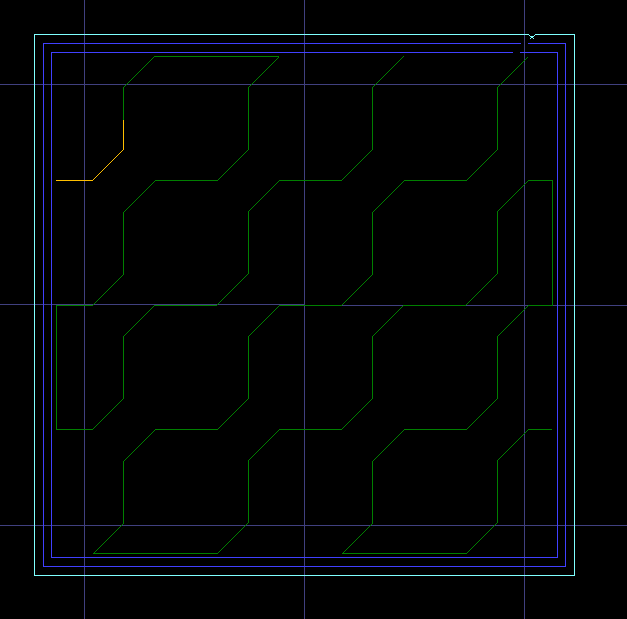
Obrys warstwy gdzieś się zaczyna i gdzieś się kończy. Zazwyczaj jest to to samo miejsce i w praktyce jest ono widoczne na wydruku.
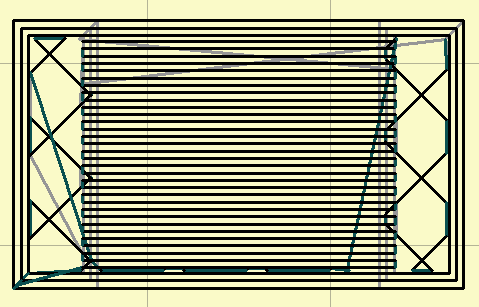
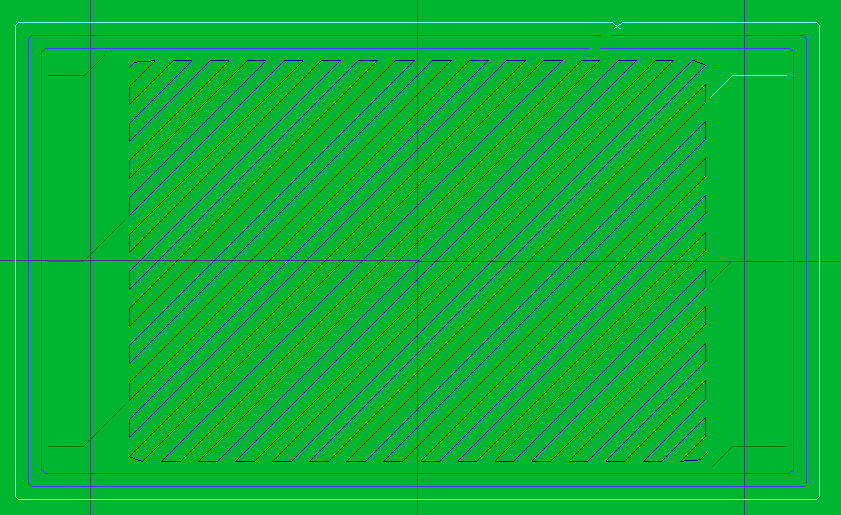
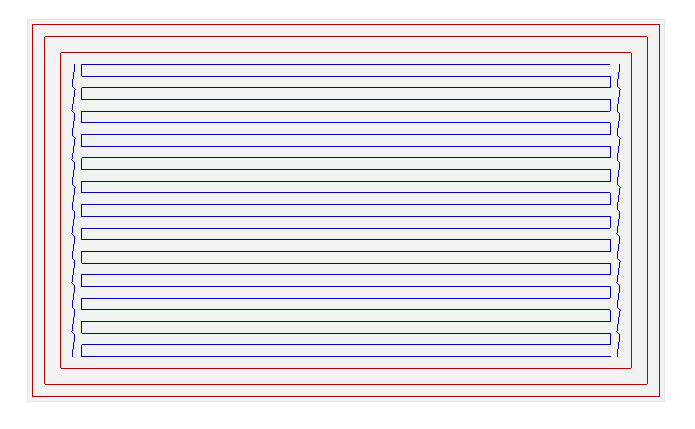
Na powyższej grafice przedstawiony jest pogląd pojedynczej warstwy kostki testowej wygenerowanej przez KISSlicer. Jak widać są 3 linie obrysu zaznaczone na niebiesko (zewnętrzny obrys jest jaśniejszy), a wypełnienie ma kolor zielony. Na lewo od prawego, górnego narożnika widać zaznaczony start/koniec obrysu.
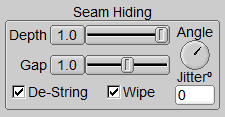
KISSlicer jako jedyny program udostępnia nam szereg parametrów, które pozwalają kontrolować jak będzie wyglądał szew.
Depth - określa głębokość na jaką głowica chowa szew. Na przedstawionym wcześniej przykładowym przekroju widać, że początek i koniec zewnętrznego obrysu wchodzi delikatnie do wnętrza warstwy.
Gap - określa rozmiar przerwy pomiędzy początkiem i końcem obrysu zewnętrznego.
Angle - kąt na jakim ma być generowany szew. KISSlicer robi to tak, że znajduje środek geometryczny warstwy i od niego prowadzi półprostą pod zadanym kątem. Na przecięciu tej linii z obrysem obiera początek/koniec obrysu.
Jitter - określa kąt ograniczający rozrzut szwu. Punkt będzie wybierany losowo w zadanym przedziale.
De-String - włącza retrakcję na końcu obrysu i "prime" na początku. Ich wartości określane są w zakładce Material
Wipe - to cofnięcie głowicy po ostatniej ścieżce w celu wytarcia jej z materiału, aby ograniczyć nitki.
W Cura nie ma żadnych ustawień dotyczących szwu, a w Slic3r można wybrać położenie szwu: Random, Aligned, Narrow.
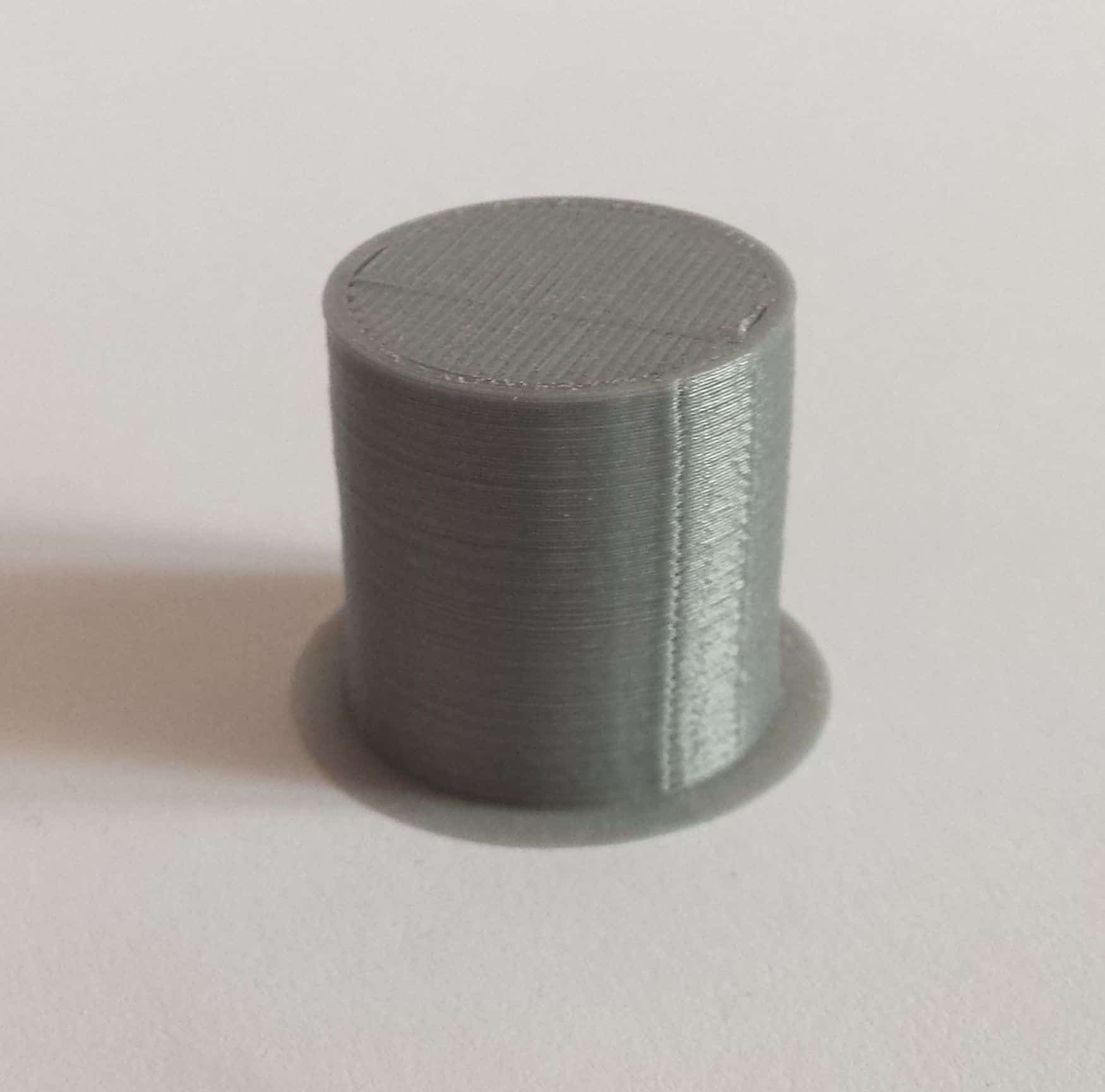
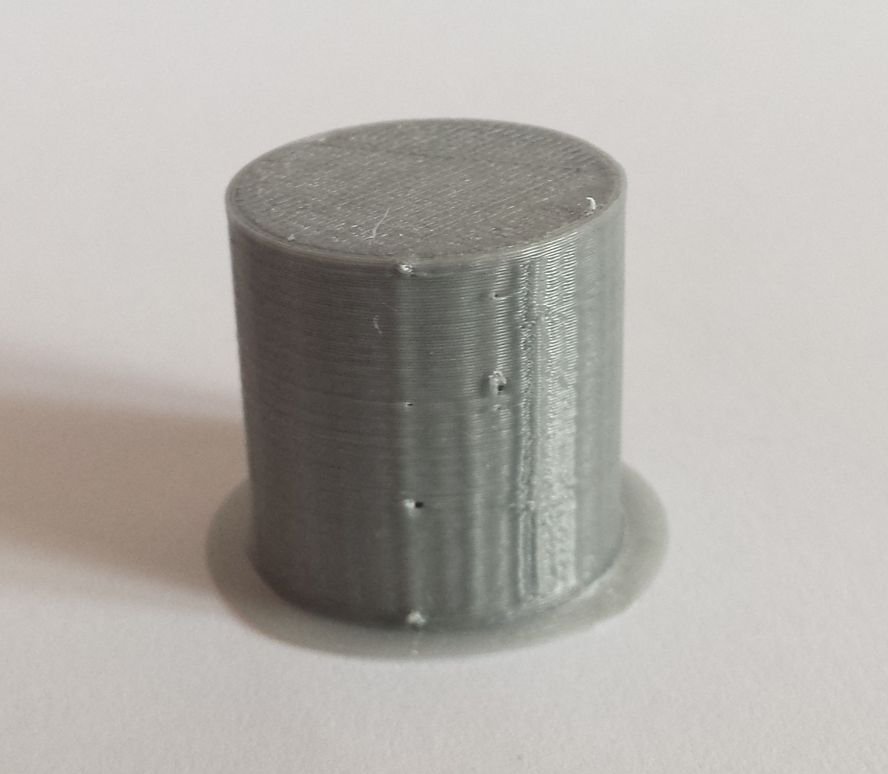
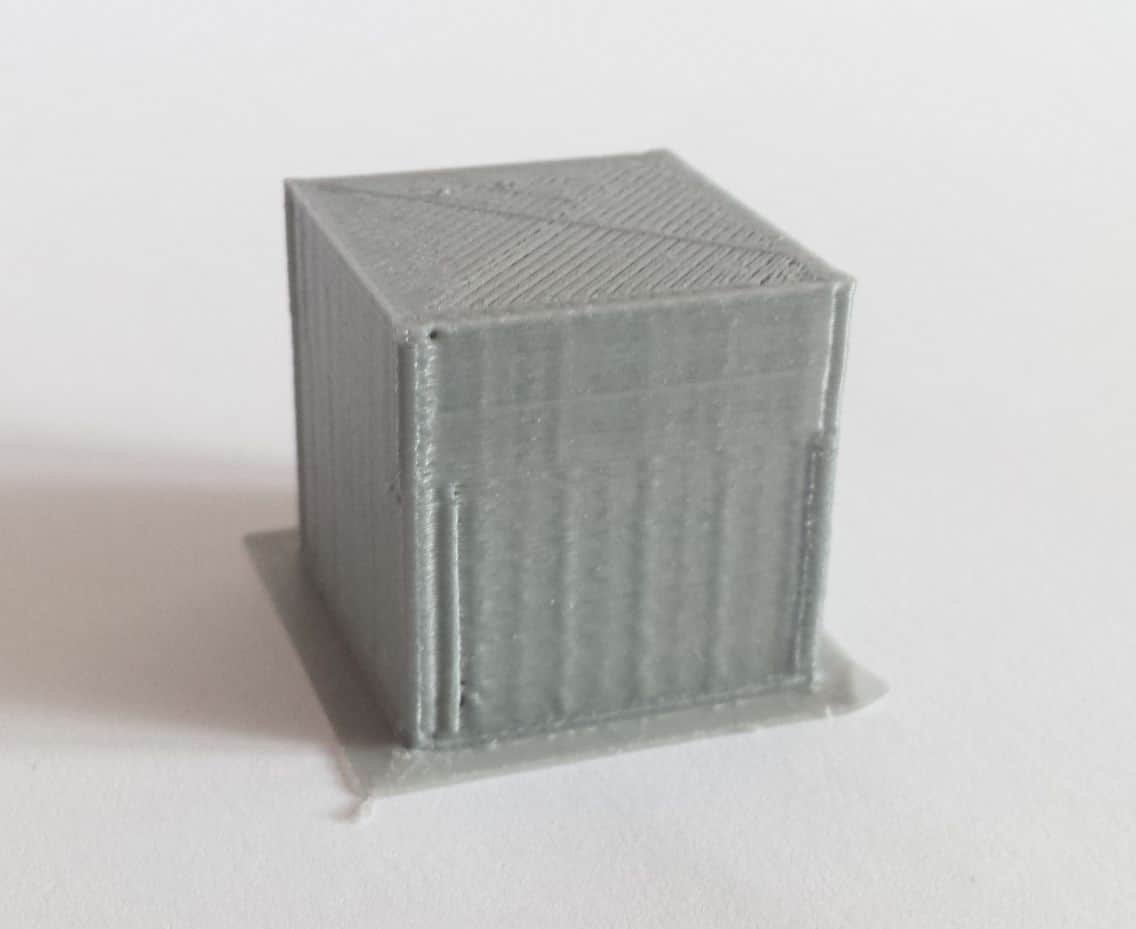
W celu pokazania rzeczywistych różnic pomiędzy tymi programami wygenerowałem w każdym z nich G-cody dwóch obiektów: sześcianu 25x25x25mm oraz walca o wymiarach ∅25x25mm, a następnie je wydrukowałem:
KISSlicer
KISSlicer
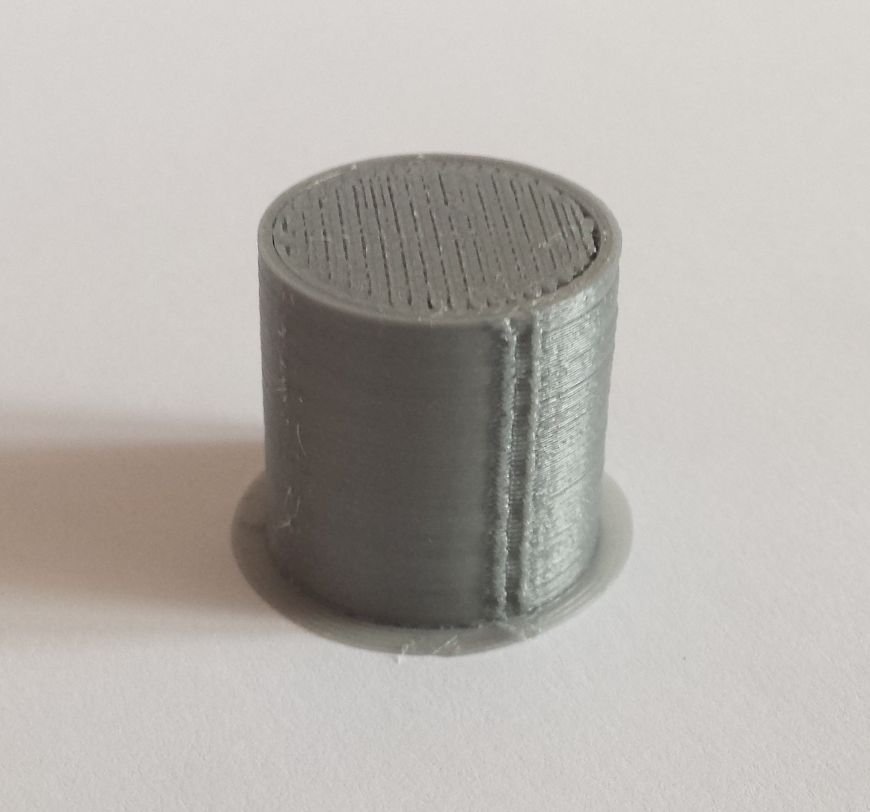
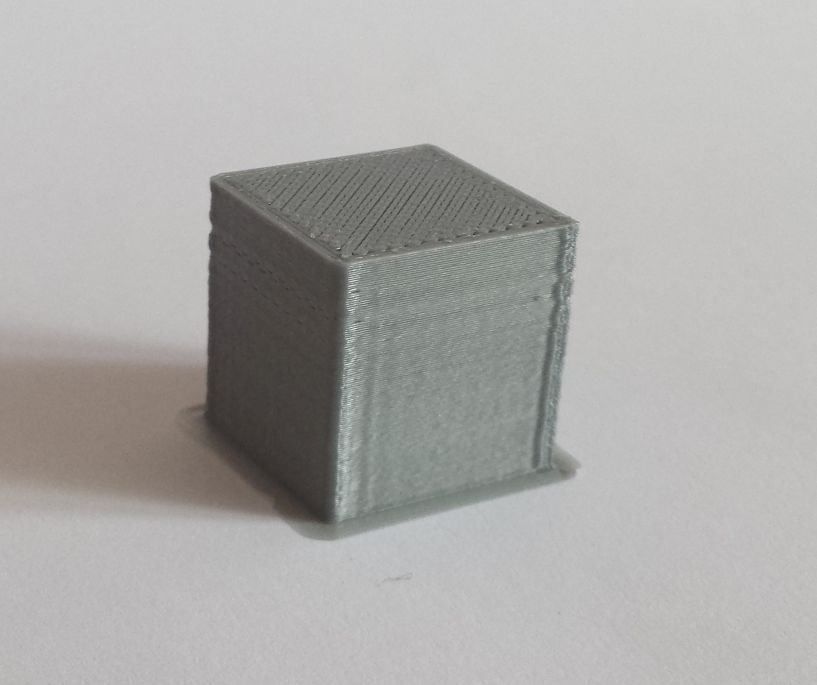
Cura
Cura
Slic3r
Slic3r
Jak widać, już tak proste testy wskazują znaczne różnice między wybranym oprogramowaniem, a efektem finalnym. Przejdźmy do trudniejszych testów.
Mosty - Bridge
W powietrzu warstwy nie wydrukujemy. Jeśli model ma taki kształt, że takie warstwy powstaną pozostaje nam wygenerować podpory. Czasami jednak jeśli powierzchnia warstwy pod, którą nic nie ma znajduje się pomiędzy powierzchniami, które mają podłoże można liczyć na to, że wyjdą nam mosty.
W takim przypadku materiał jest po prostu przeciągany w powietrzu, a odpowiednio dobrane parametry druku pozwalają uzyskać dobry rezultat bez stosowania podpór.
Jedynym programem dającym nam kontrolę na parametrami dotyczącymi mostów jest Slic3r. Pozwala on określić prędkość głowicy podczas drukowania mostów, zmianę przepływu tworzywa, a także zmianę wartości przyspieszeń głowicy.
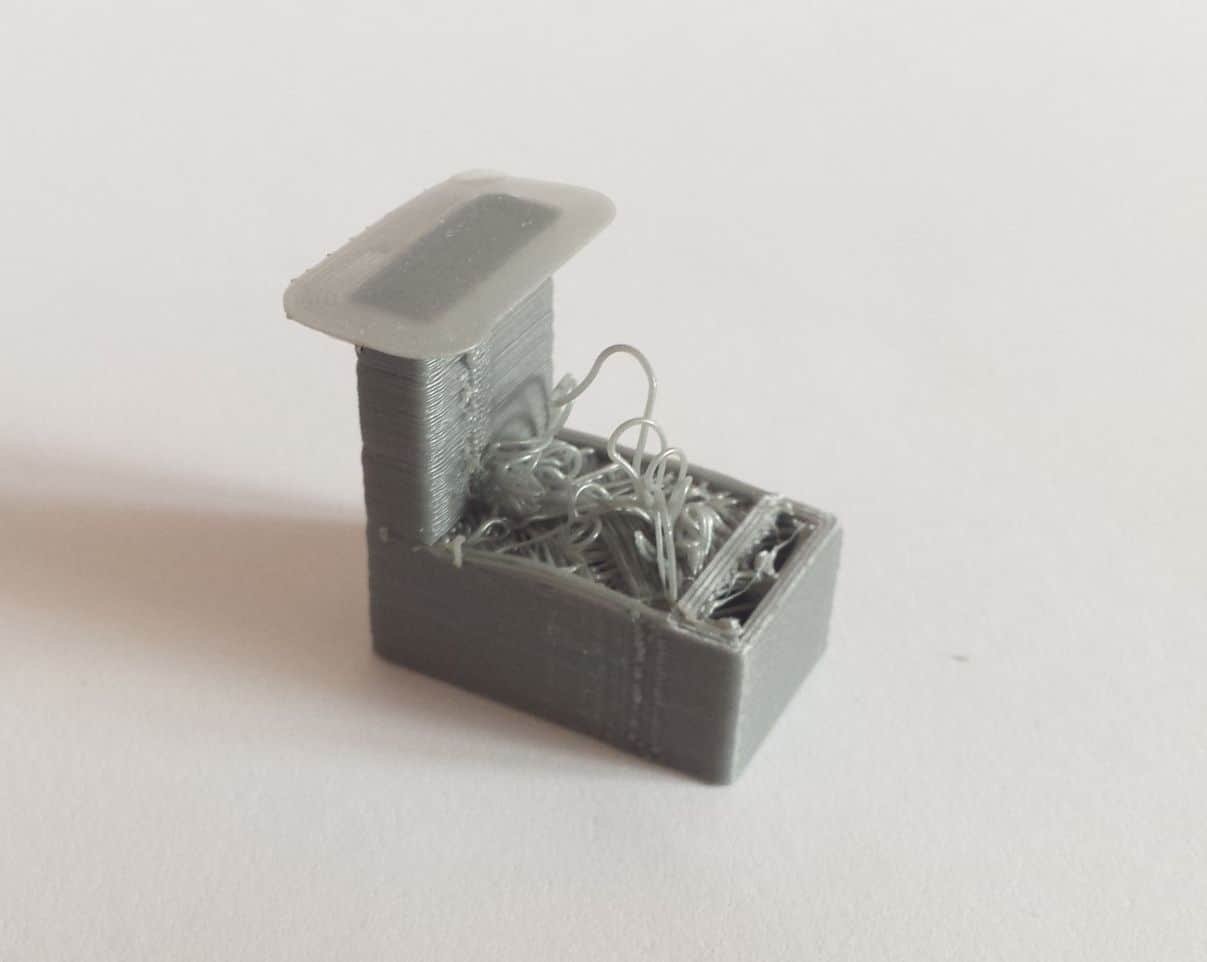
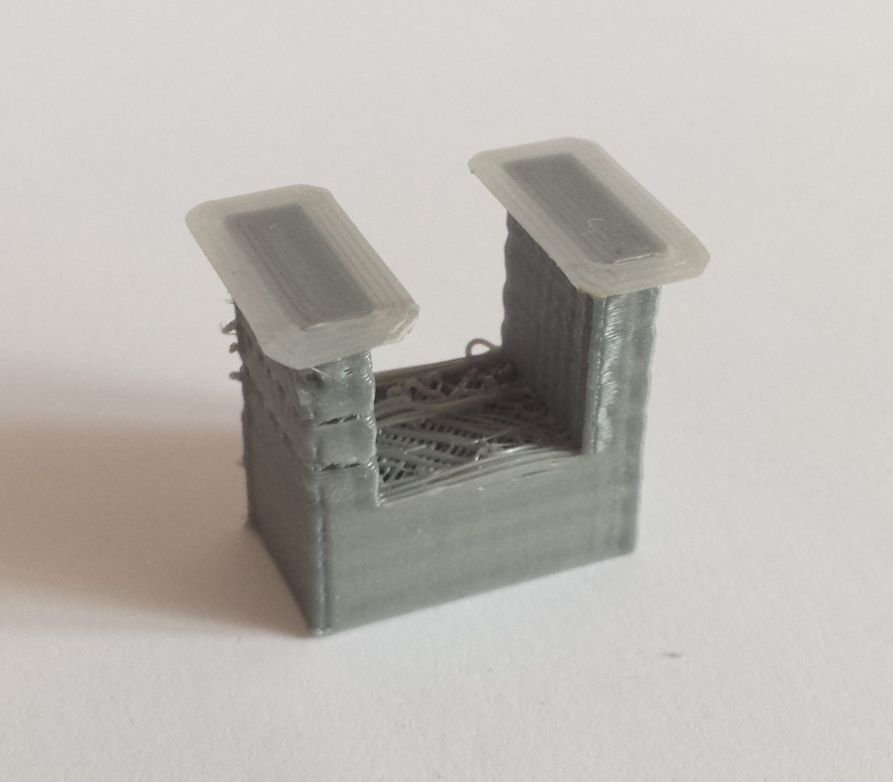
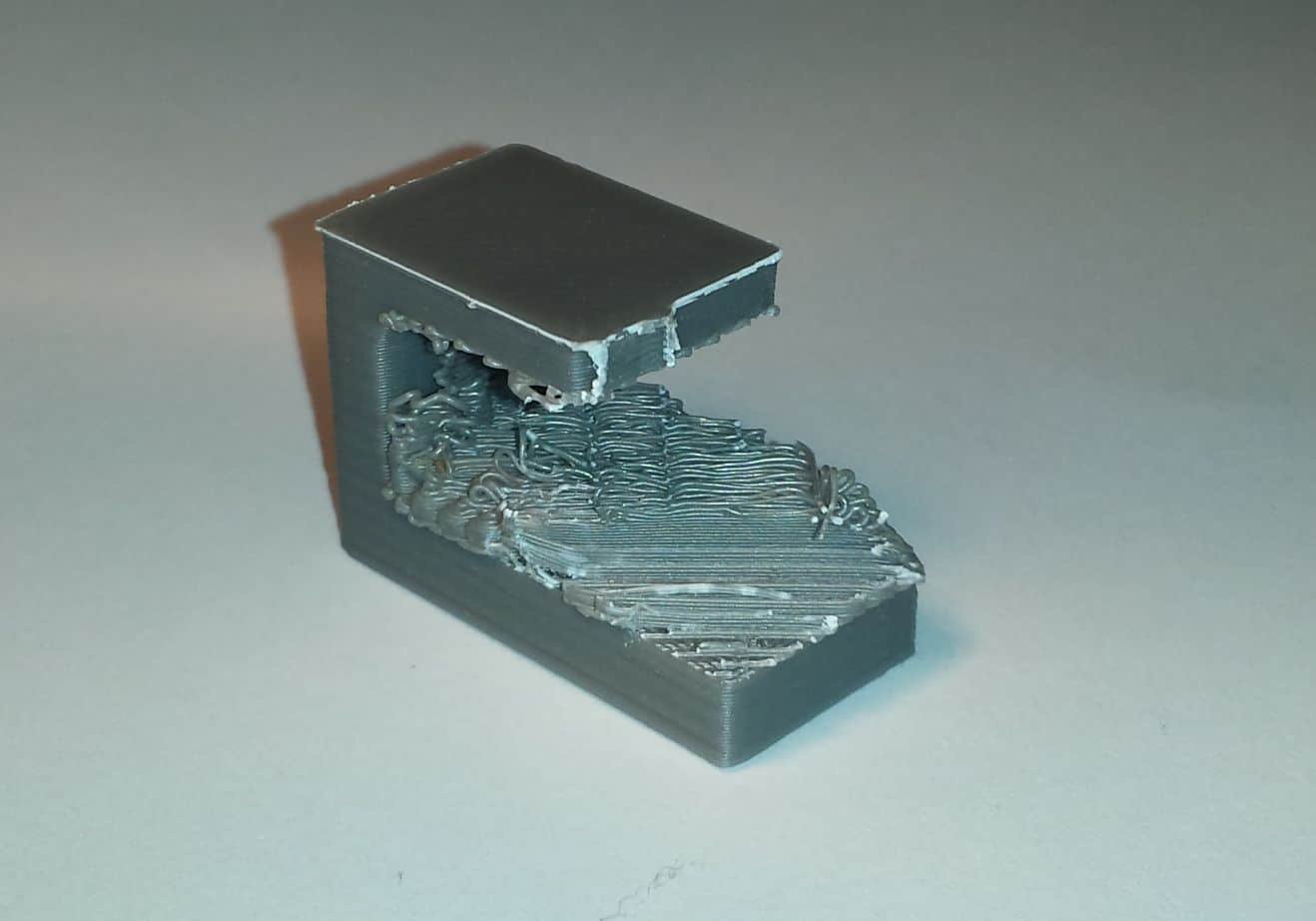
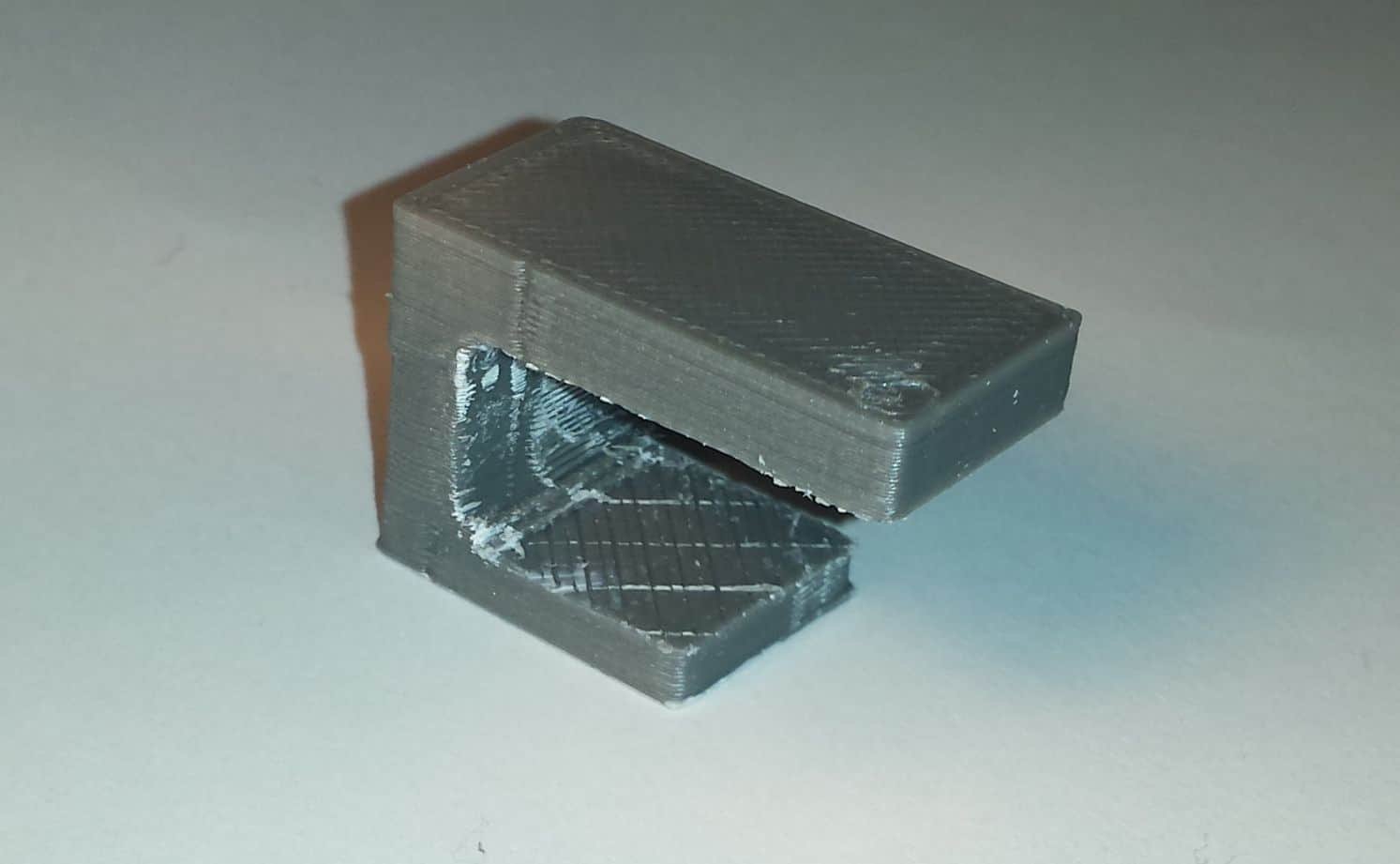
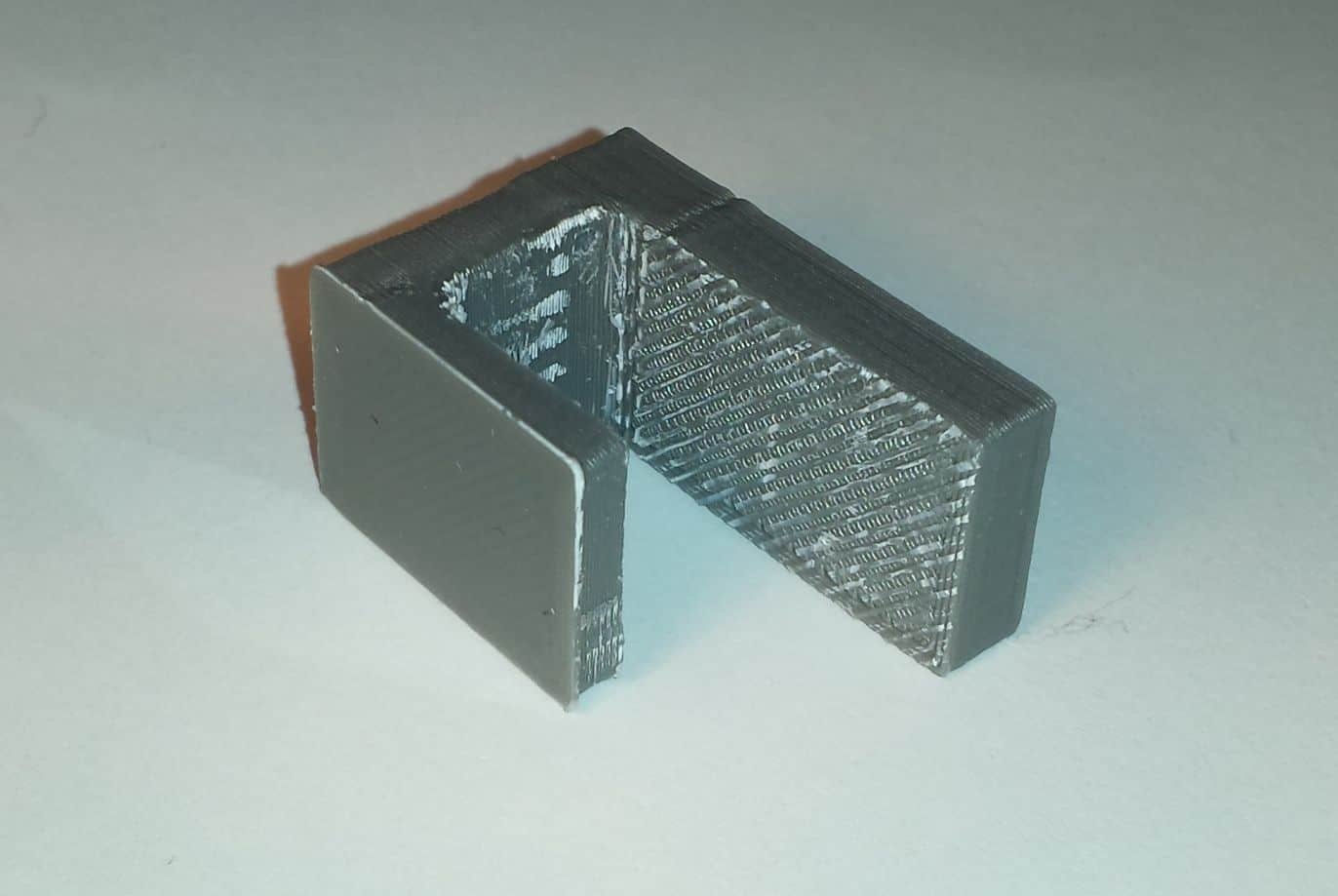
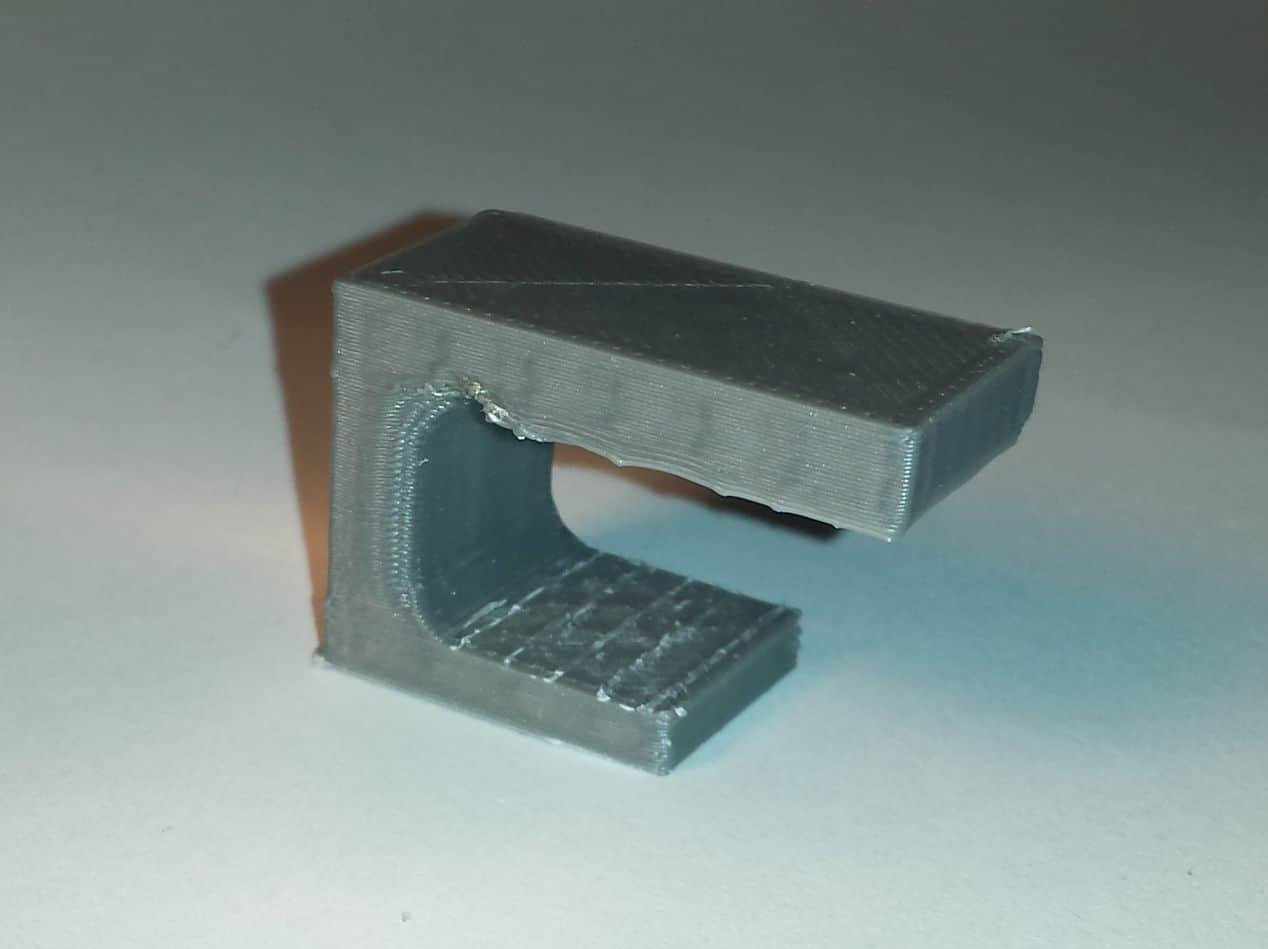
W celu przetestowania tego parametru wydrukowałem literę U "do góry nogami". Normalnie taki obiekt wystarczyłoby obrócić, aby uniknąć nawisów, jednak dla testów drukuję ja w tej niekorzystnej pozycji.
Przykład mostu
KISSlicer
Slic3r
W wydruku z KISSlicera złamała się jedna nóżka podczas odrywania od stołu, ale różnicę w tej dolnej warstwie widać.
Slic3r i Cura rozpoznają mosty i generują proste ścieżki przeciągane nad pustą przestrzenią. KISSlicer generuje standardową warstwę ze ścieżkami po skosie i dlatego tak wydrukowany most wyglądał najgorzej.
Cura
KISSlicer
Slic3r
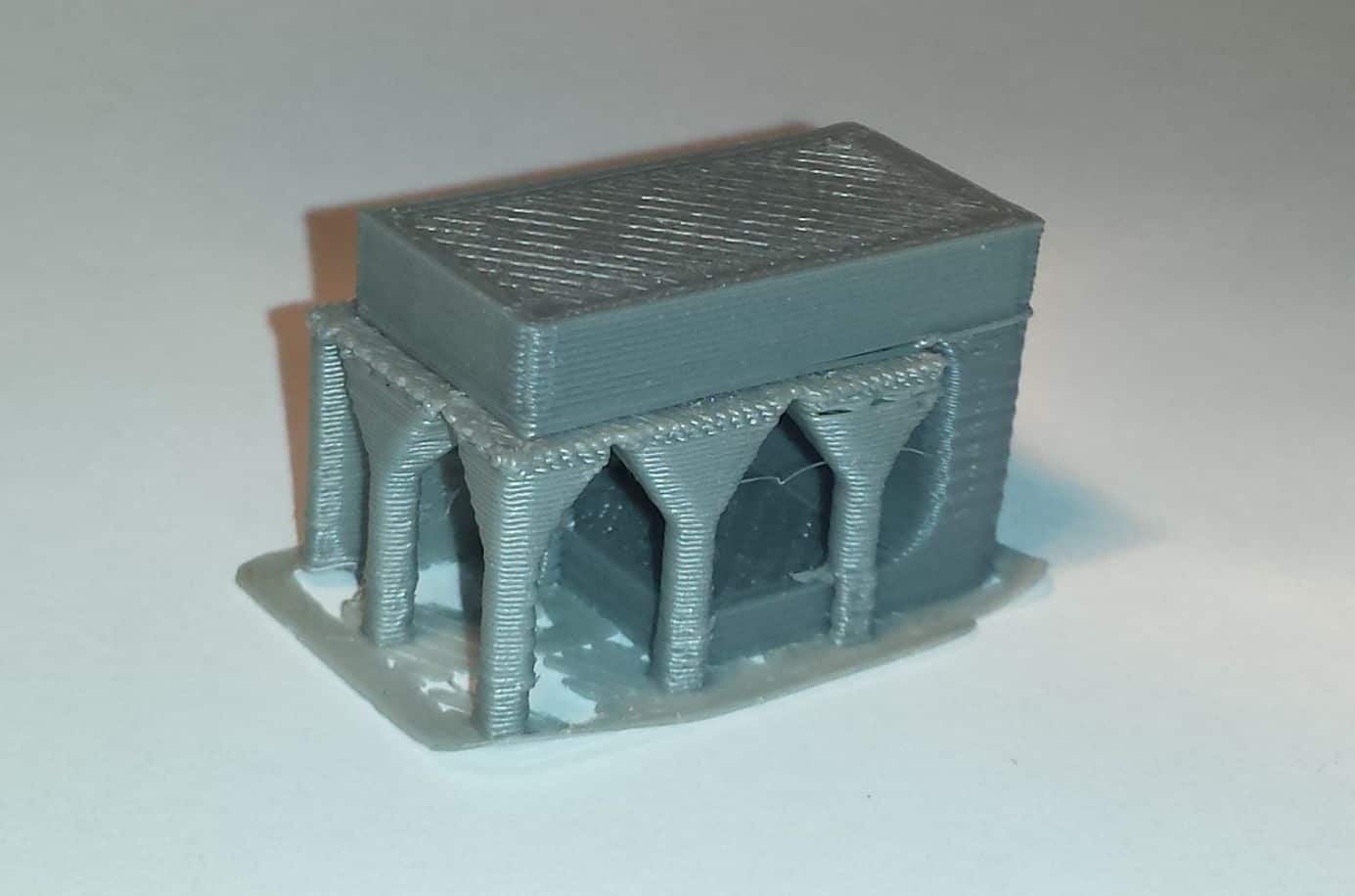
Podpory - Support
Prędzej czy później w starciu z drukiem 3D będzie konieczny wydruk modelu z podporami. Można tego uniknąć na różne sposoby np. drukując obiekt w kilku kawałkach i sklejenie go po wydrukowaniu. Problem też jest znikomy, gdy posiadamy dwie głowice i możemy zastosować materiał podporowy np. rozpuszczalny w wodzie. W większości przypadków dysponujemy jedną głowicą lub materiał podporowy jest dla nas za drogi (wspomniany materiał rozpuszczalny w wodzie kosztuje ponad 400zł/kg). W takim przypadku muszą nam wystarczyć podpory drukowane tym samym materiałem co docelowy model.
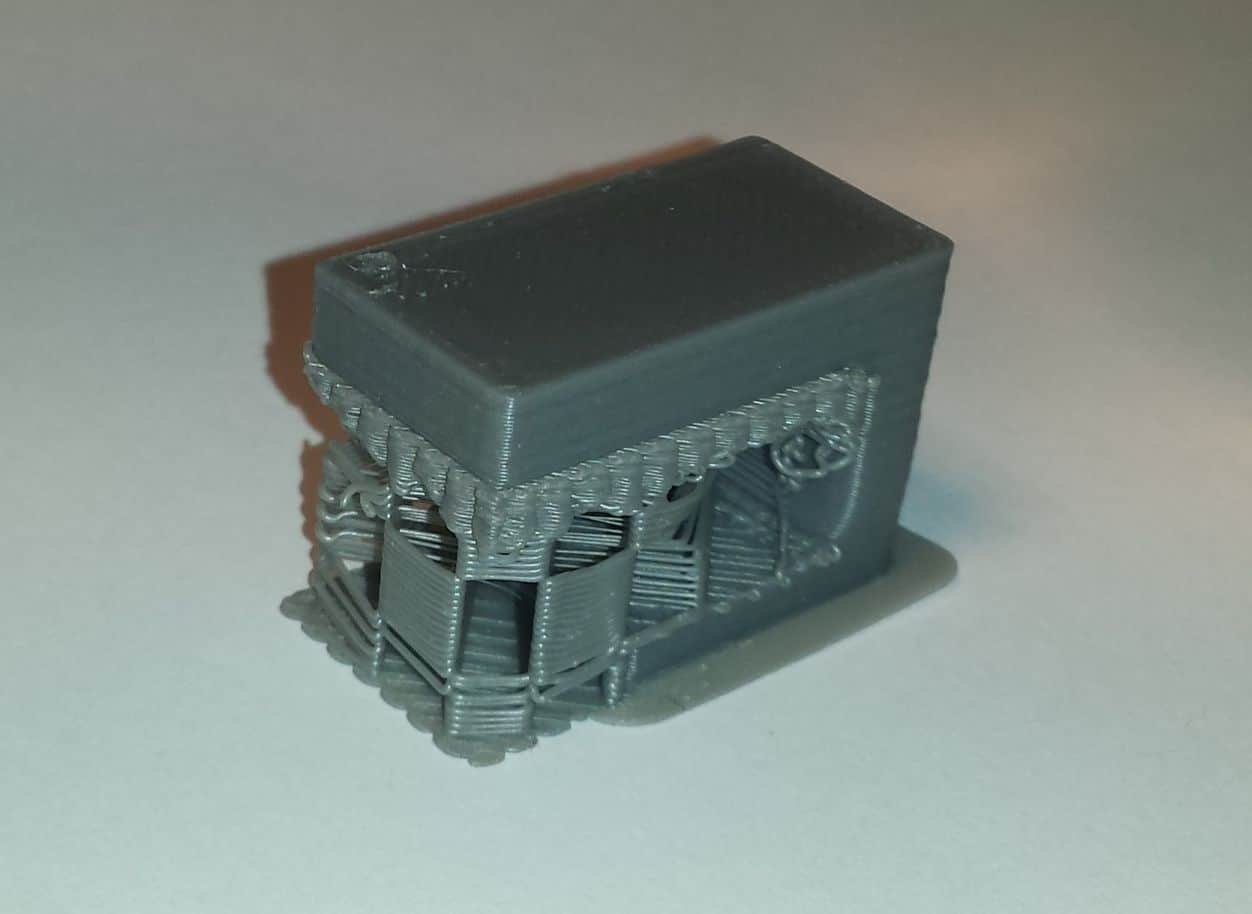
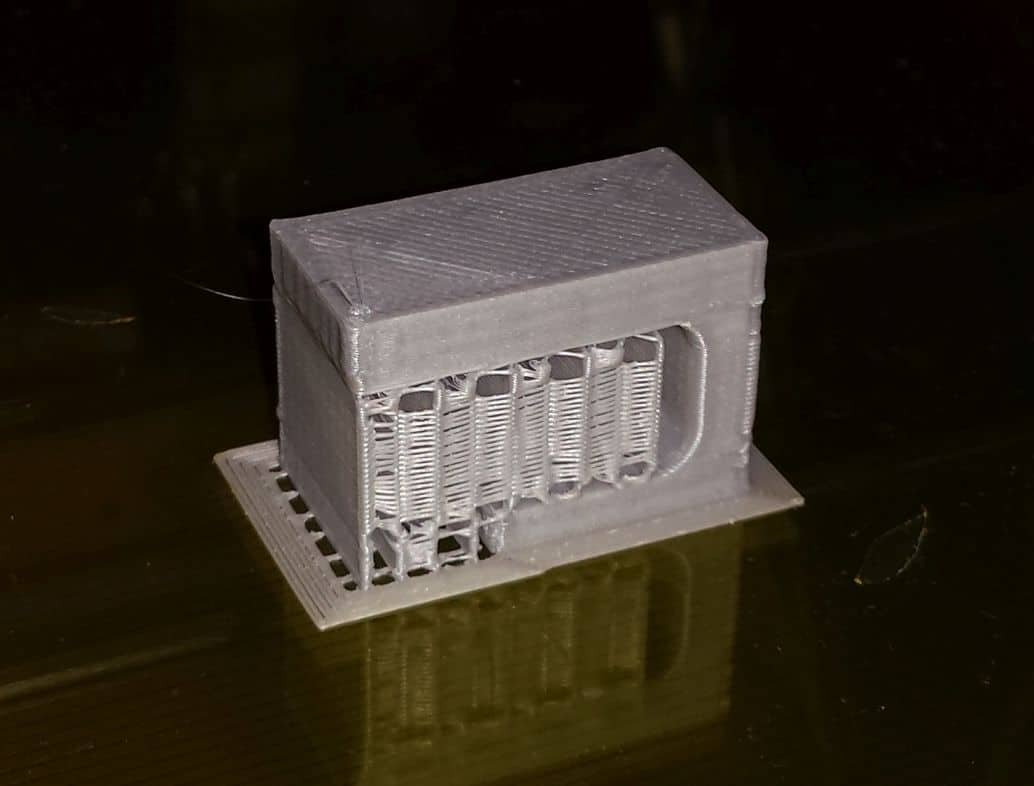
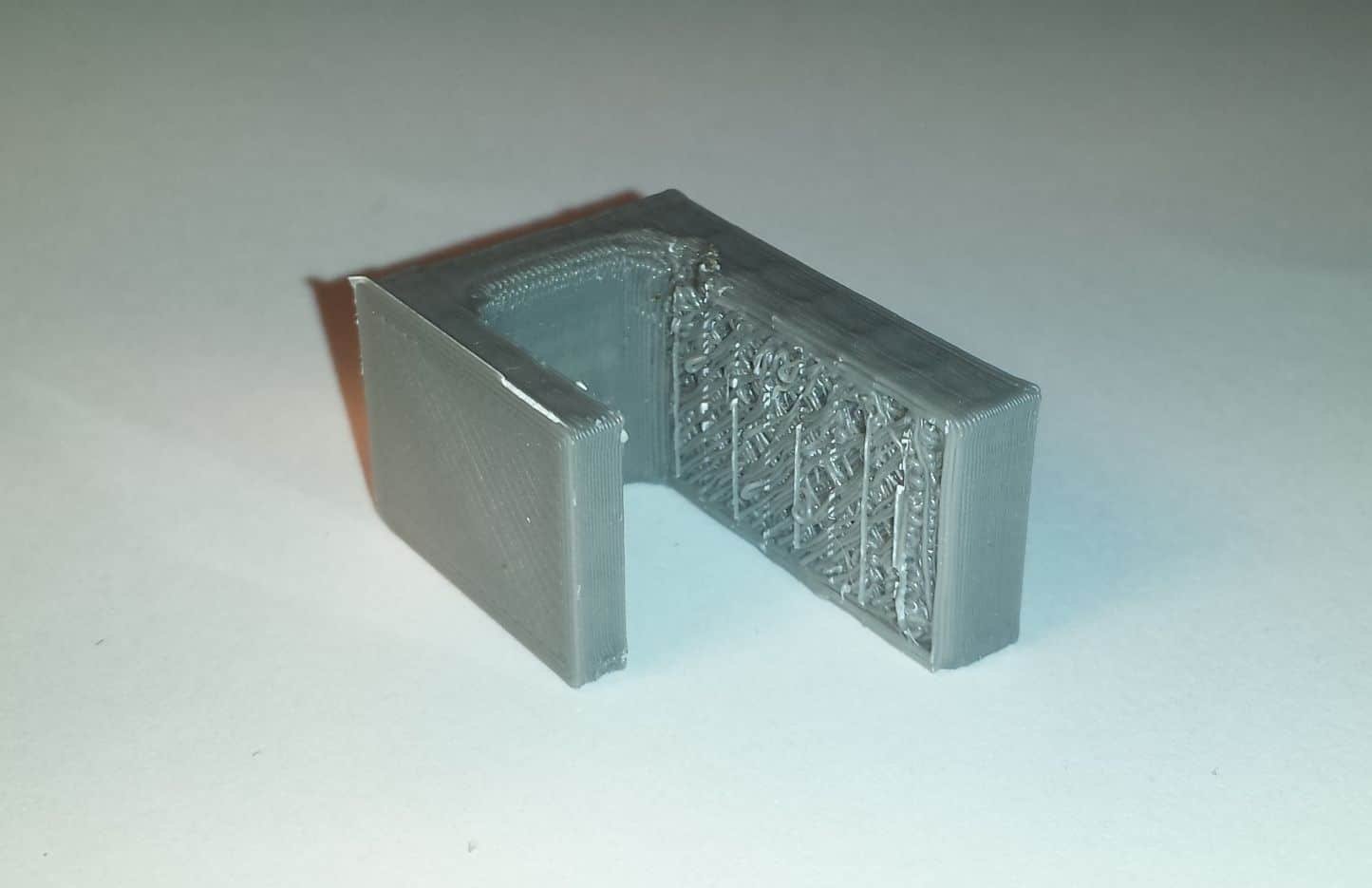
Obiekt do testowania, podobnie jak ten do mostów, był możliwy do wydrukowania bez podpór, jednak ja wydrukowałem go w niekorzystnej pozycji.
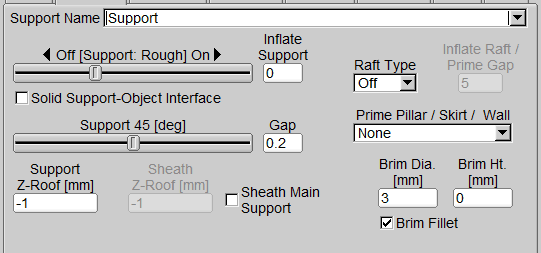
Zakładka support w KISSlicer
W KISSlicerze mamy kilka ustawień generowania podpór. Najważniejszy parametr to gęstość, możemy ustawić następujące wartości: Off, Coarse, Rough, Medium, Dense, Fine, Ultra. Ja drukowałem z ustawieniem Rough.
Usunięcie tych podpór trwało ok. 11 minut i musiałem użyć małych kombinerek oraz noża.
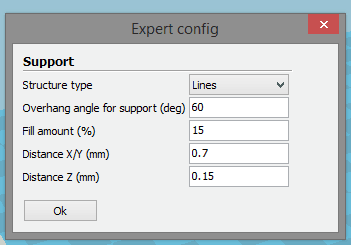
Zakładka support w Cura
W Cura ustawiamy typ struktury: Lines lub Grid, wypełnienie w procentach oraz odległości podpory od modelu docelowego.
Usunięcie tych podpór trwało ok. 4 minut i musiałem użyć małych kombinerek oraz noża (znacznie mniej niż w przypadku KISSlicera).
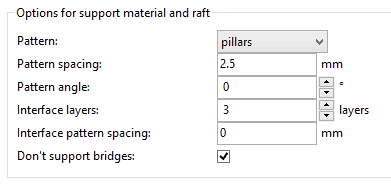
Zakładka support w Slic3r
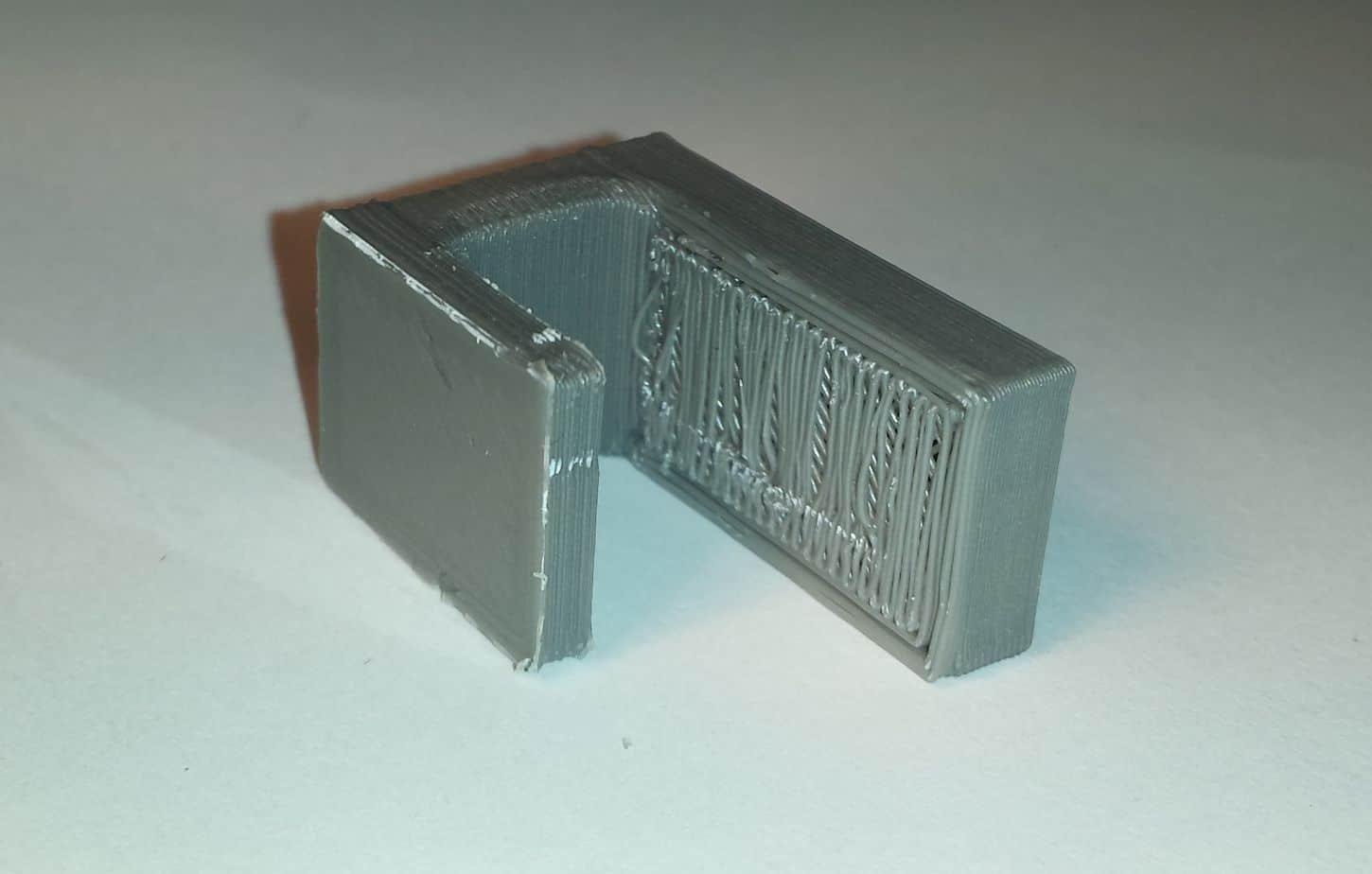
W Slic3rze do wyboru mamy następujące wzory supportu: rectilinear, rectilinear grid, honeycomb, pillars. Ustawiłem ten ostatni, ponieważ żaden z poprzednich programów tego nie miał, a wygląda to ciekawie.
Usunięcie tej podpory było najłatwiejsze. Zajęło to niecałe 2 minuty i nie potrzebne były narzędzia.
Podsumowanie
Ocenę jakości powierzchni wygenerowanych przez każdy z programów zostawiam wam. Mam nadzieję, że zdjęcia są wystarczająco dobre, aby dostrzec wszystkie różnice. Praktyka pokazuje też, że czasami wybiera się program pod konkretny model 3D. Zdarza się tak, że jeden z tych programów radzi sobie z daną geometrią lepiej niż pozostałe np. mosty w Slic3rze.
W pozostałych przypadkach wybieramy ten, który nam najbardziej odpowiada. Ja używam wyłącznie KISSlicera. Slic3r posiada mnóstwo parametrów do ustawienia dzięki czemu mamy pełną kontrolę nad generowaniem g-codu. Cura bardzo szybko tnie modele. Generacja ścieżek rozpoczyna się od razu po wczytaniu modelu czy zmianie dowolnego parametru (Slic3r też to robi ale działa to trochę wolniej i przycina program).
W artykule nie omówiłem wszystkich parametrów jakie można ustawić w tych programach, bo można by o tym napisać książkę.
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY na bazie Arduino i Raspberry Pi.
To nie koniec, sprawdź również
Przeczytaj powiązane artykuły oraz aktualnie popularne wpisy lub losuj inny artykuł »
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY z Arduino i RPi.

























Trwa ładowanie komentarzy...