




Rozpuszczalne podpory – drukowanie z PVA
Najczęściej wykorzystywaną technologią druku 3D w zastosowaniach amatorskich jest FDM.
Technologia ta polega na utworzeniu z plastiku cienkiej nitki i wytapianiu z niej kolejnych warstw drukowanego modelu.
Kursy • Poradniki • Inspirujące DIY • Forum
Najczęściej wykorzystywaną technologią druku 3D w zastosowaniach amatorskich jest FDM.
Technologia ta polega na utworzeniu z plastiku cienkiej nitki i wytapianiu z niej kolejnych warstw drukowanego modelu.
Artykuł powstał dzięki współpracy z firmą 3dPhoenix!
Niewątpliwą jej zaletą jest dostępność i ciągle spadająca cena drukarek oraz materiałów. Jeszcze kilka lat temu druk 3D kojarzył się z drogimi projektami i profesjonalnymi urządzeniami. Dzisiaj coraz więcej osób może się pochwalić własną drukarką.
Osoby które zaczęły przygodę z drukiem 3D, albo chociaż zainteresowały się tą technologią, wiedzą zapewne o ograniczeniach z nią związanych. Jedno z najbardziej dotkliwych, wynika z samego sposobu tworzenia modelu. Kolejne warstwy plastiku są nanoszone na poprzednich. Modele więc nie mogą mieć wycięć, czy pustych przestrzeni. Mając odpowiednio dużą drukarkę, idealnie moglibyśmy wydrukować na przykład poniższe piramidy:

Bardziej skomplikowane kształty wymagają czasem nieco gimnastyki. Jeśli kąty w naszym modelu są niewielkie, wydruk nadal się uda, więc nawet odwróconą piramidę powinniśmy wydrukować bez problemu.
Nieco trudniej poradzić sobie z płaszczyznami. Kilka przykładów można zobaczyć w artykule o slicer-ach. Szczególnie akapit o mostach dobrze pokazuje na czym polega problem:

Przykład mostu
Ogólnie możliwe są trzy rozwiązania:
Pierwsza opcja nie zawsze jest możliwa. Jednak wiele modeli da się obrócić, przeciąć i tak przerobić, żeby dało się wydrukować każdy fragment z osobna.
Druga opcja to kompromis, ale często akceptowalny – będzie trochę brzydko pod spodem, ale co z tego. Oczywiście mosty muszę mieć "przęsła", czyli nie wydrukujemy płaszczyzny na jednej podstawce.
Trzecia opcja daje łady wydruk, musimy się jednak napracować wycinając dodatkowy materiał. Czasem może to być bardzo pracochłonne, niekiedy nawet niewykonalne.
Z pomocą przychodzi nam bardzo ciekawy rodzaj tworzywa: PVA, czyli polialkohol winylowy. Jego najważniejszą zaletą jest rozpuszczalność w wodzie. Możemy wydrukować z niego podpórki, a następnie je rozpuścić.
Materiał PVA do testów przekazała firma 3dPhoenix - dziękujemy i zapraszamy do skorzystania z ich oferty!
Oczywiście sam model lepiej wydrukować z innego tworzywa. Do tego będziemy potrzebowali drukarki z dwoma głowicami, filament PVA i materiał na nasz model. Ja wykorzystałem drukarkę CTC, o której pisałem wcześniej.
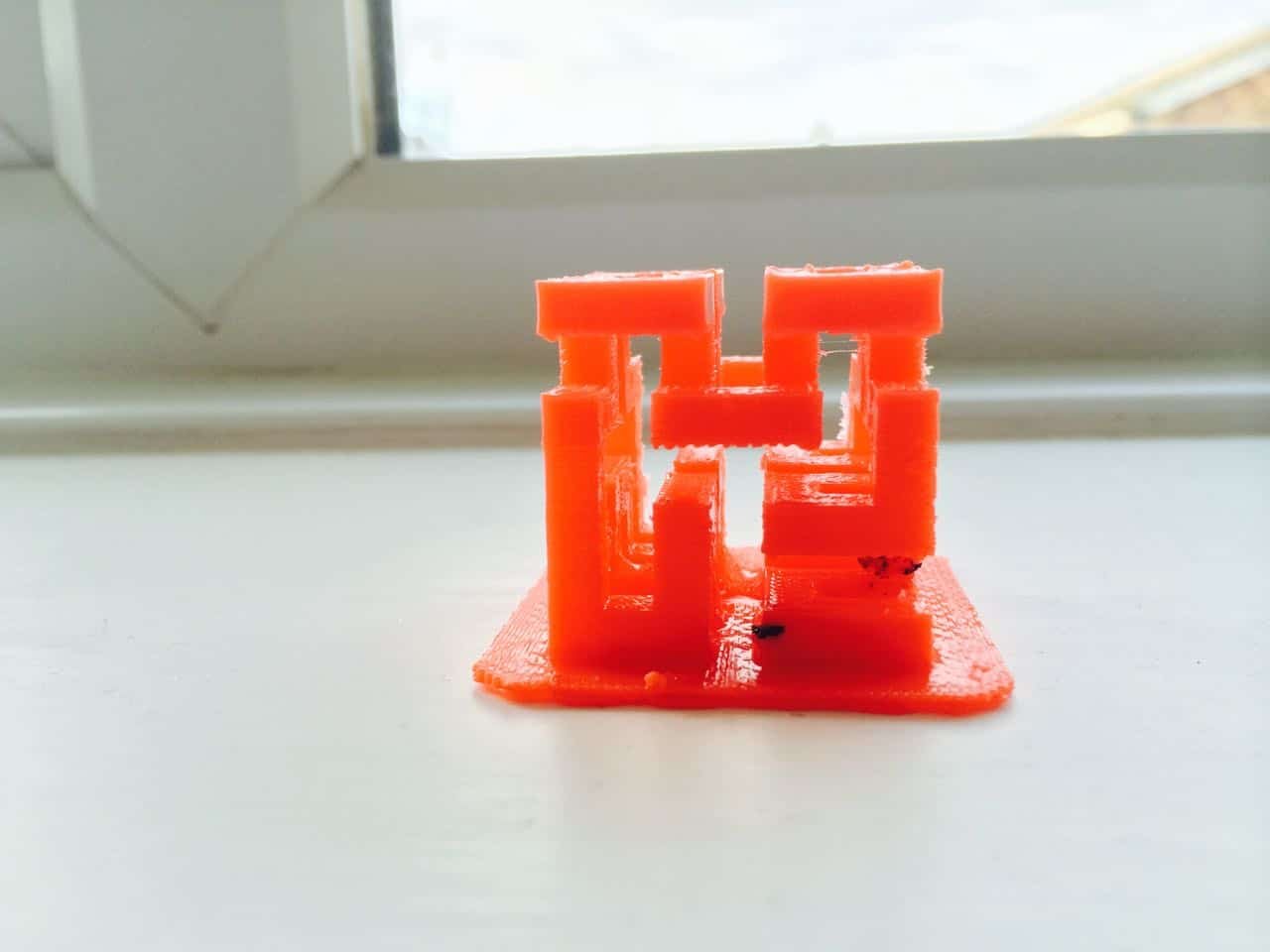
Jako model testowy, wybrałem projekt z Thingiverse – kostkę Hilberta.
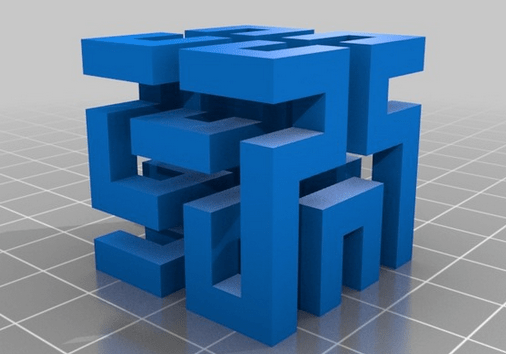
Kostka Hilberta
Ponieważ moja drukarka używa oprogramowania zgodnego z Makerbot-em, wykorzystuję slicer tej właśnie firmy. Jest w nim opcja druku z rozpuszczalnego plastiku. Można też skonfigurować, czy mają być dodane podpórki oraz z czego je wydrukować. Moje ustawienia były następujące:
PVA jest trudniejsze w użyciu niż PLA, porównałbym je do ABS-u. Wymaga wyższej temperatury i jest znacznie mniej płynne niż PLA. Zanim zacząłem drukowanie, musiałem przeprowadzić trochę eksperymentów. Podwyższyłem temperaturę o 20 stopni i zaczęło „płynąć”.
Tym czego najbardziej nie lubię w ABS-ie jest zapach (żeby nie napisać smród...). Do drukowania potrzebny jest porządny wyciąg. W przypadku PLA opary są znacznie mniej dokuczliwe. PVA zakwalifikowałbym gdzieś pomiędzy. Mniej specyficzny zapach niż ABS, ale czuć że coś się dzieje.
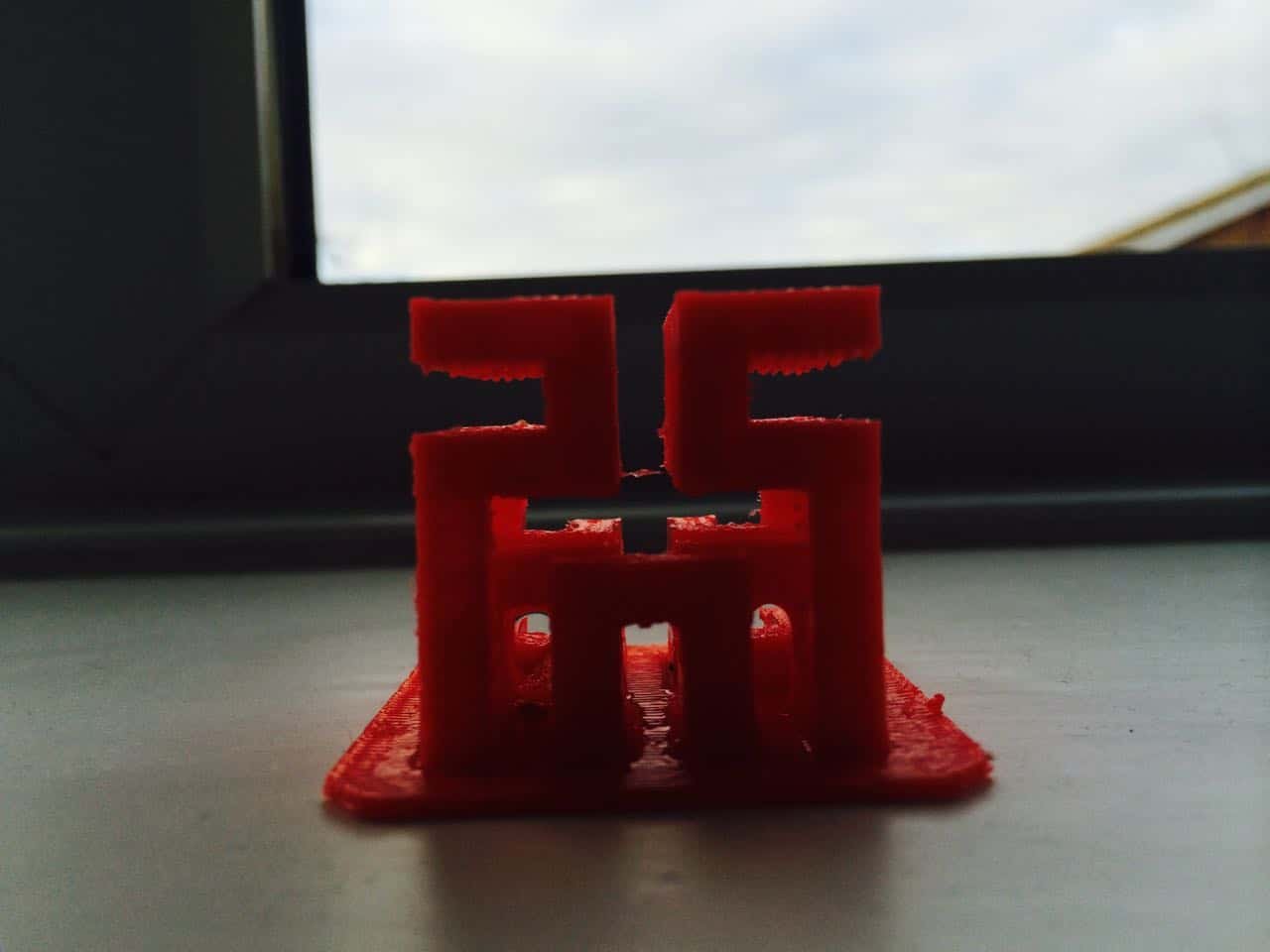
No dobra, przyznam się, że to drugi wydruk. Pierwszy wyszedł trochę ładniej, ale jak biegłem się nim pochwalić to wypadł mi z ręki i rozsypał na kilka części.

Zacznijmy jednak od początku. Pierwszy etap jest dość łatwy - musimy skonfigurować nasz slicer, tak, żeby materiały wspierające zostały wydrukowane z innego ekstrudera niż sam model. Kolejny krok to zainstalowanie filamentu. Warto jeszcze sprawdzić, czy nie podłączyliśmy wszystkiego odwrotnie i nie próbujemy mieć rozpuszczalnego modelu na trwałych podpórkach (zgadnijcie jaki błąd zrobiłem...).
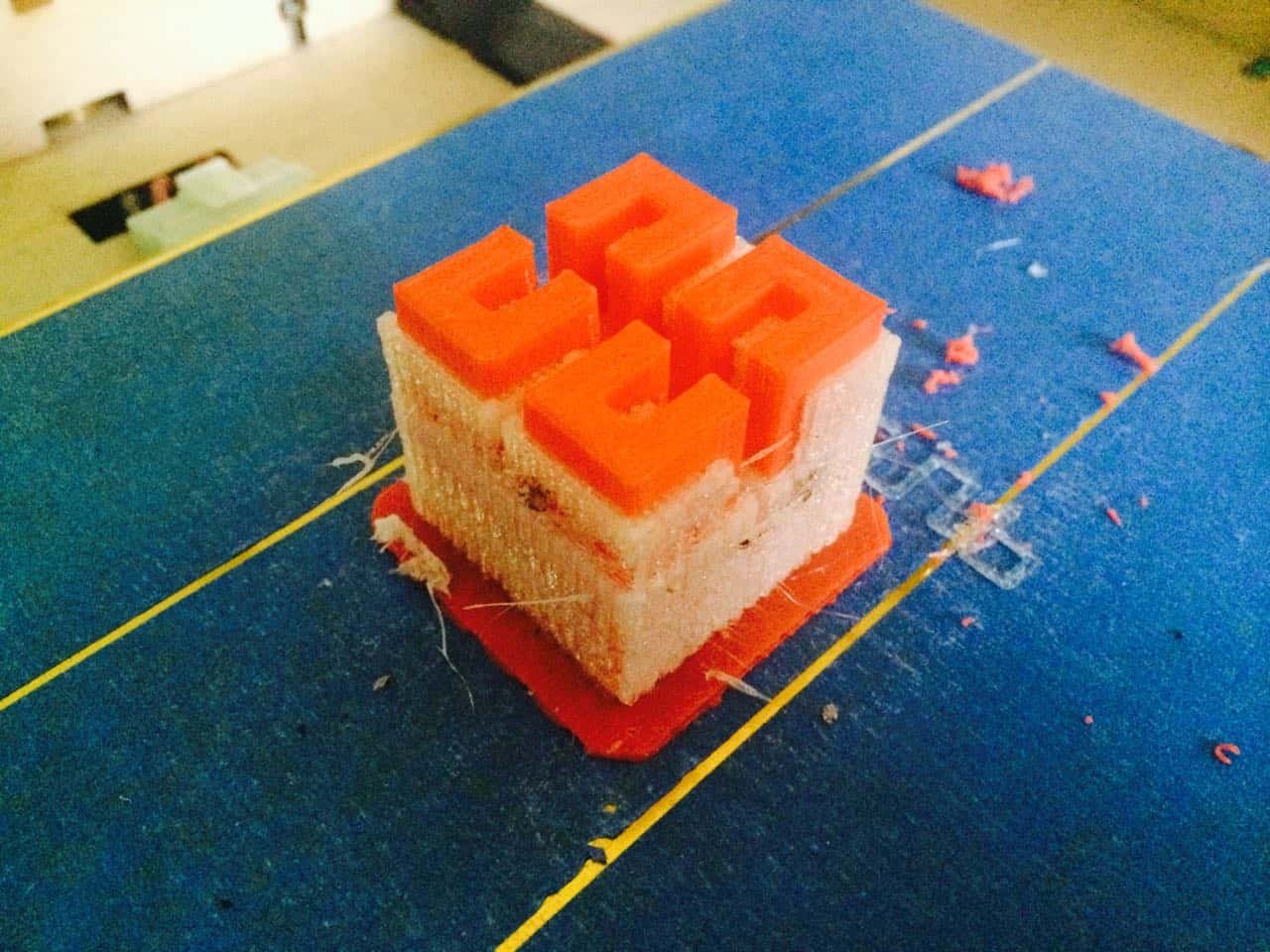
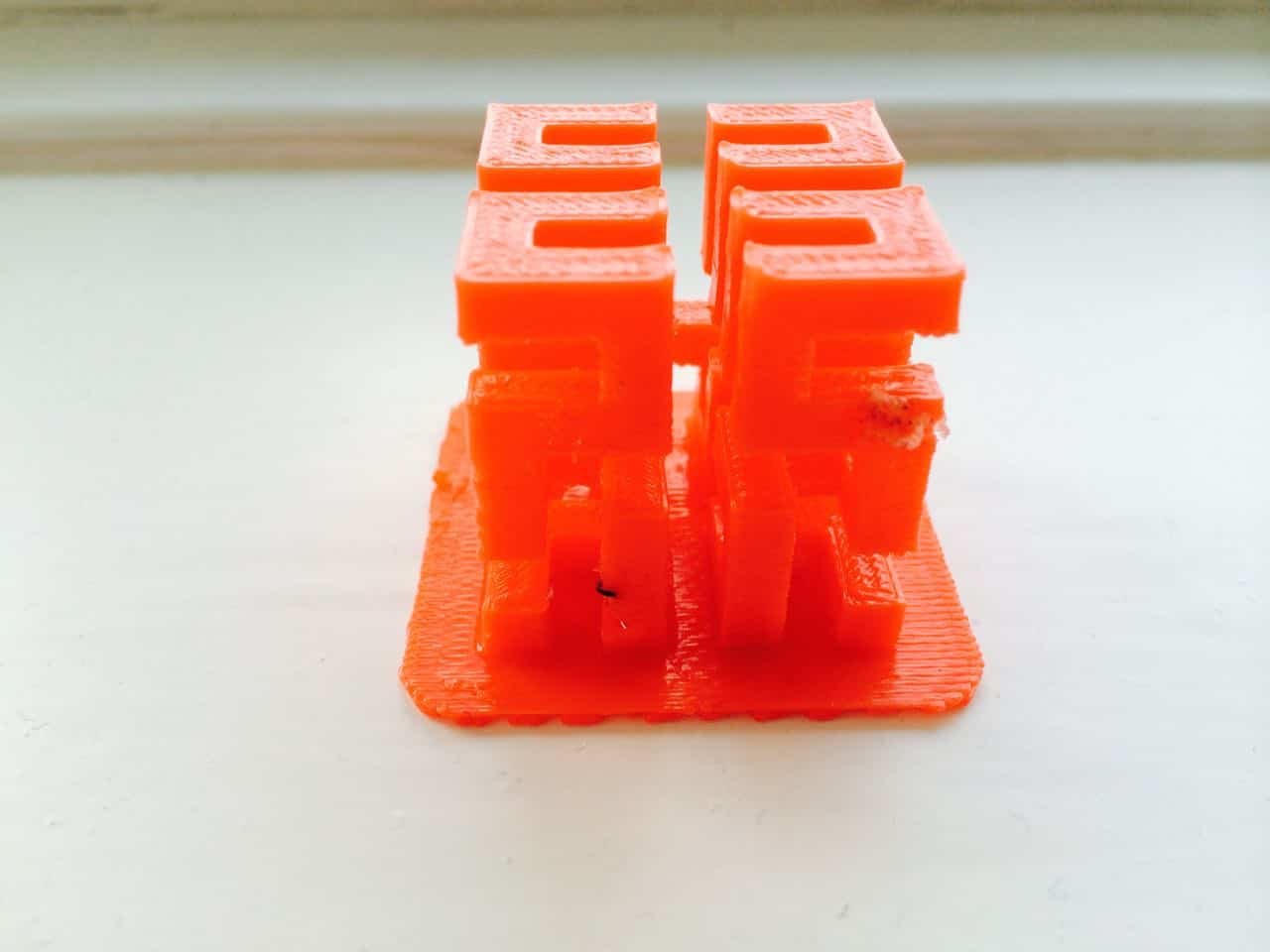
Następnie uruchamiamy drukarkę i czekamy. Wydruk wygląda niezbyt pięknie w pierwszej chwili:
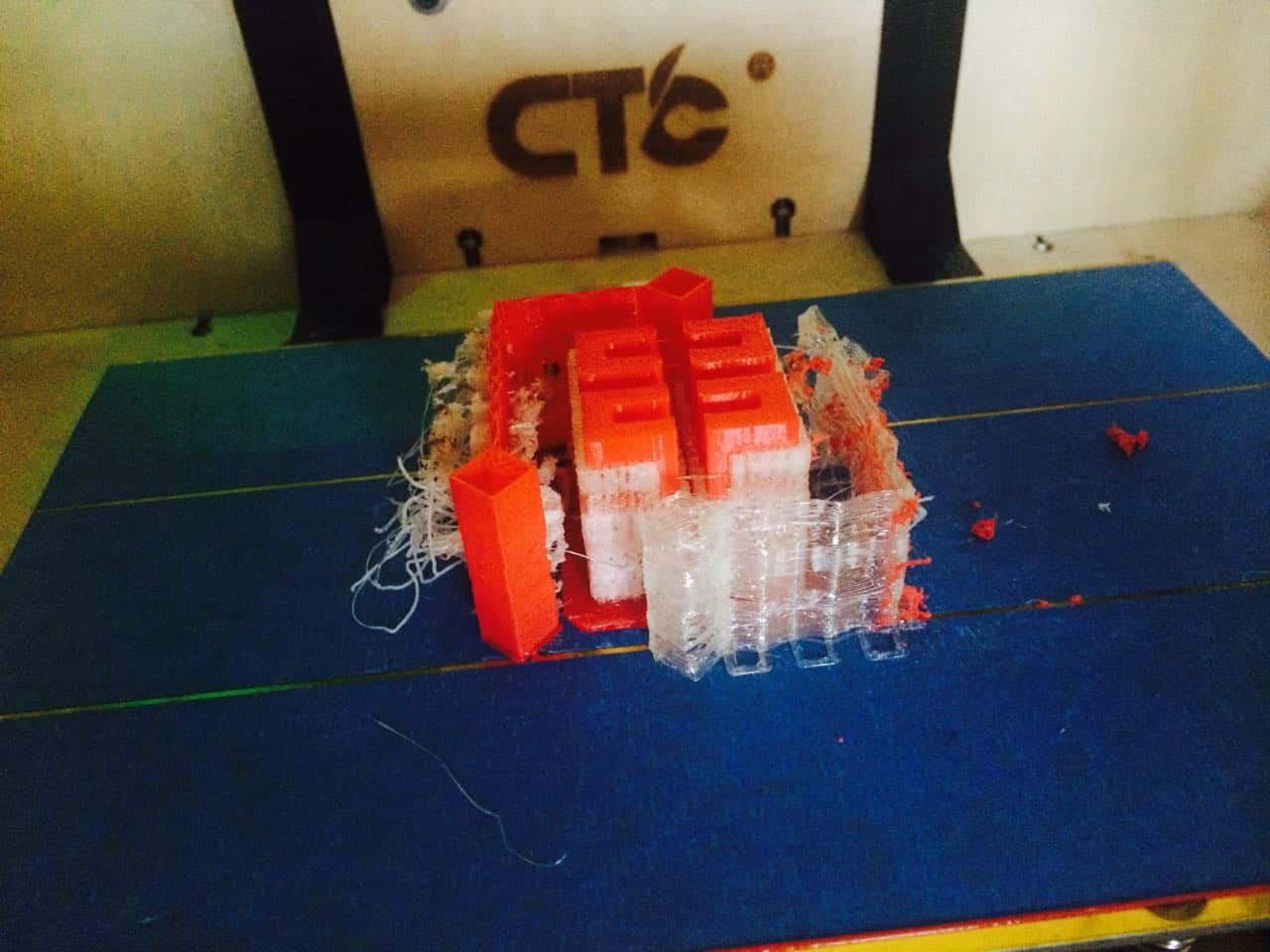
Nie wiem jak pracują inne slicery, ale Makerbot dodaje całkiem sporo "niepotrzebnego" materiału tylko do przepychania dysz między warstwami. Trochę szkoda filamentu, ale może tak ma być. W każdym razie po wstępnym oczyszczeniu model wygląda mniej więcej tak:
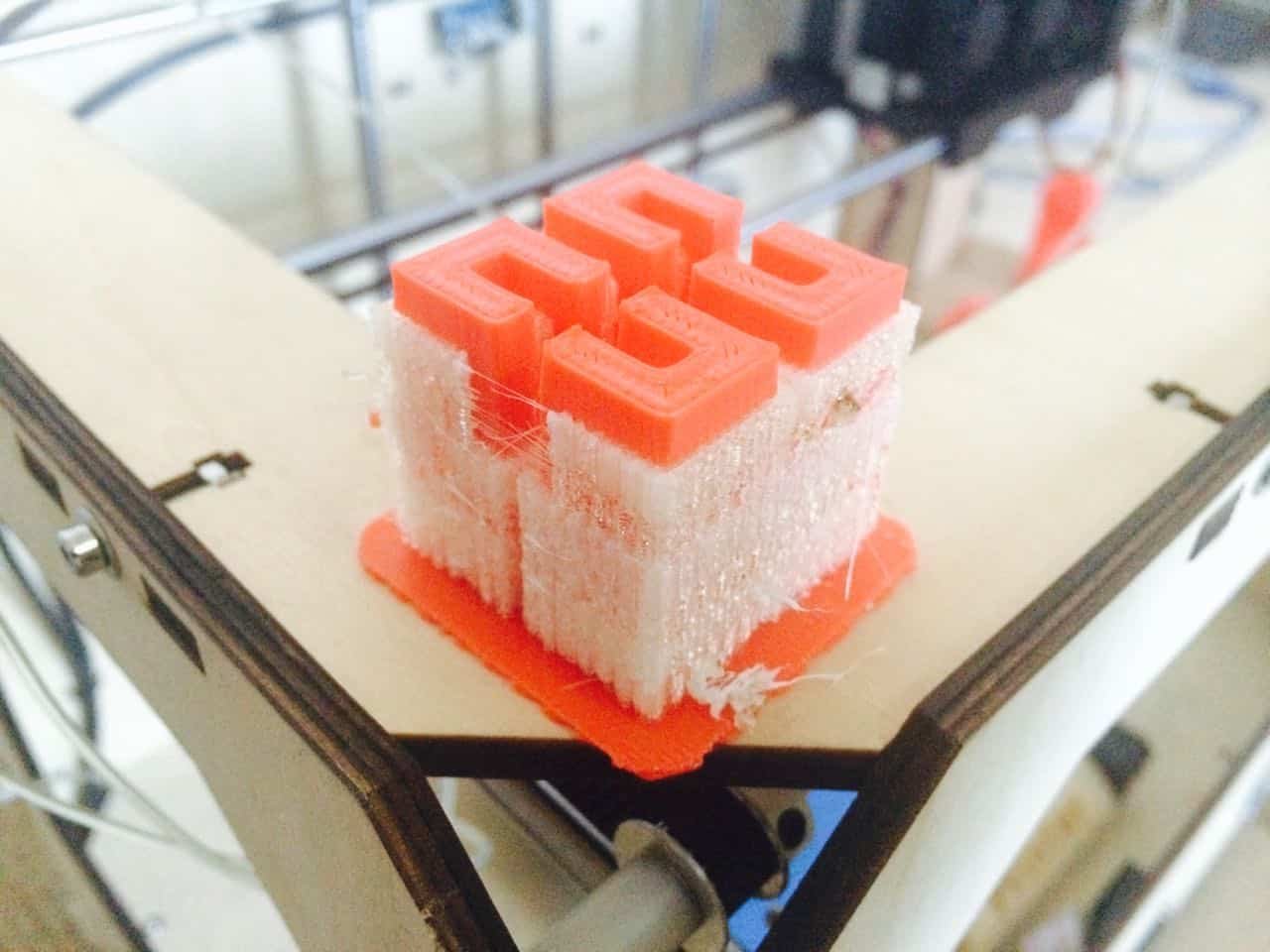
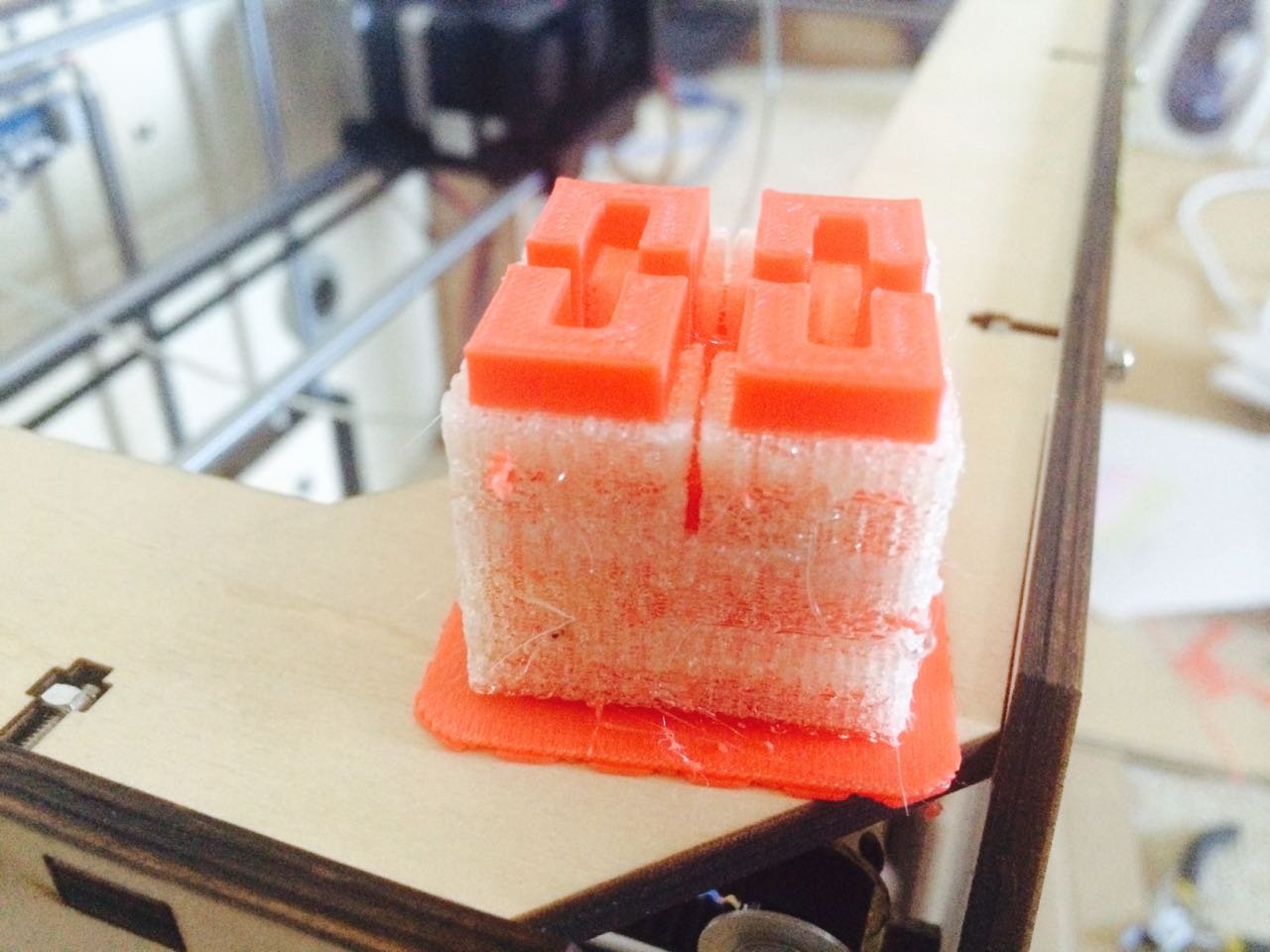
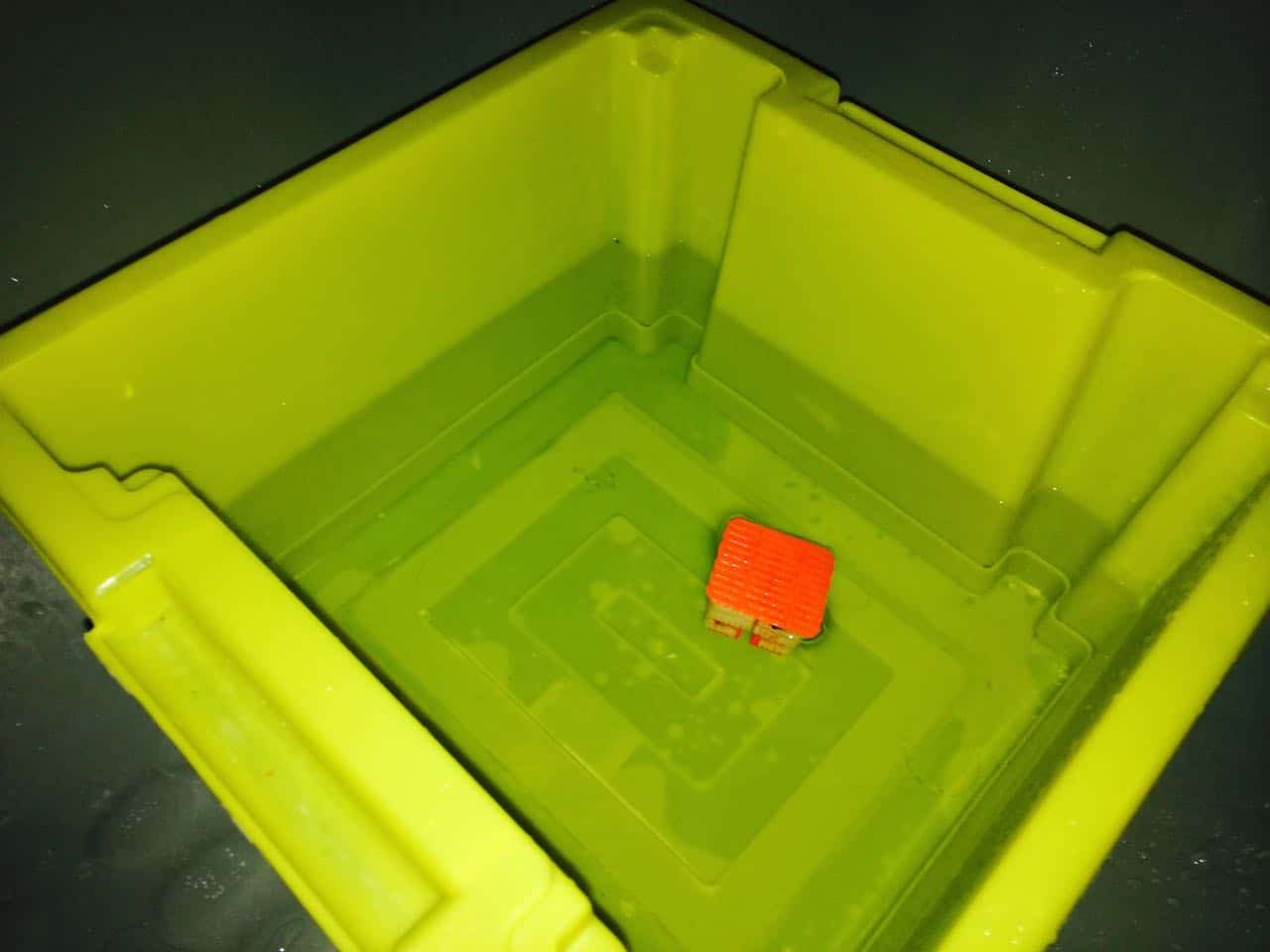
PVA przed wydrukiem było prawie przezroczyste. Po wydrukowaniu nieco zmienia kolor, staje się bardziej mleczne, prawie białe. Mamy już model, czas pozbyć się niepotrzebnego PVA. Do tego przydałaby nam się myjka ultradźwiękowa. Ale jeśli jej nie mamy, pozostaje nam cierpliwość. Ja po prostu nalałem wody do miski, wrzuciłem do niej model i odstawiłem na noc.
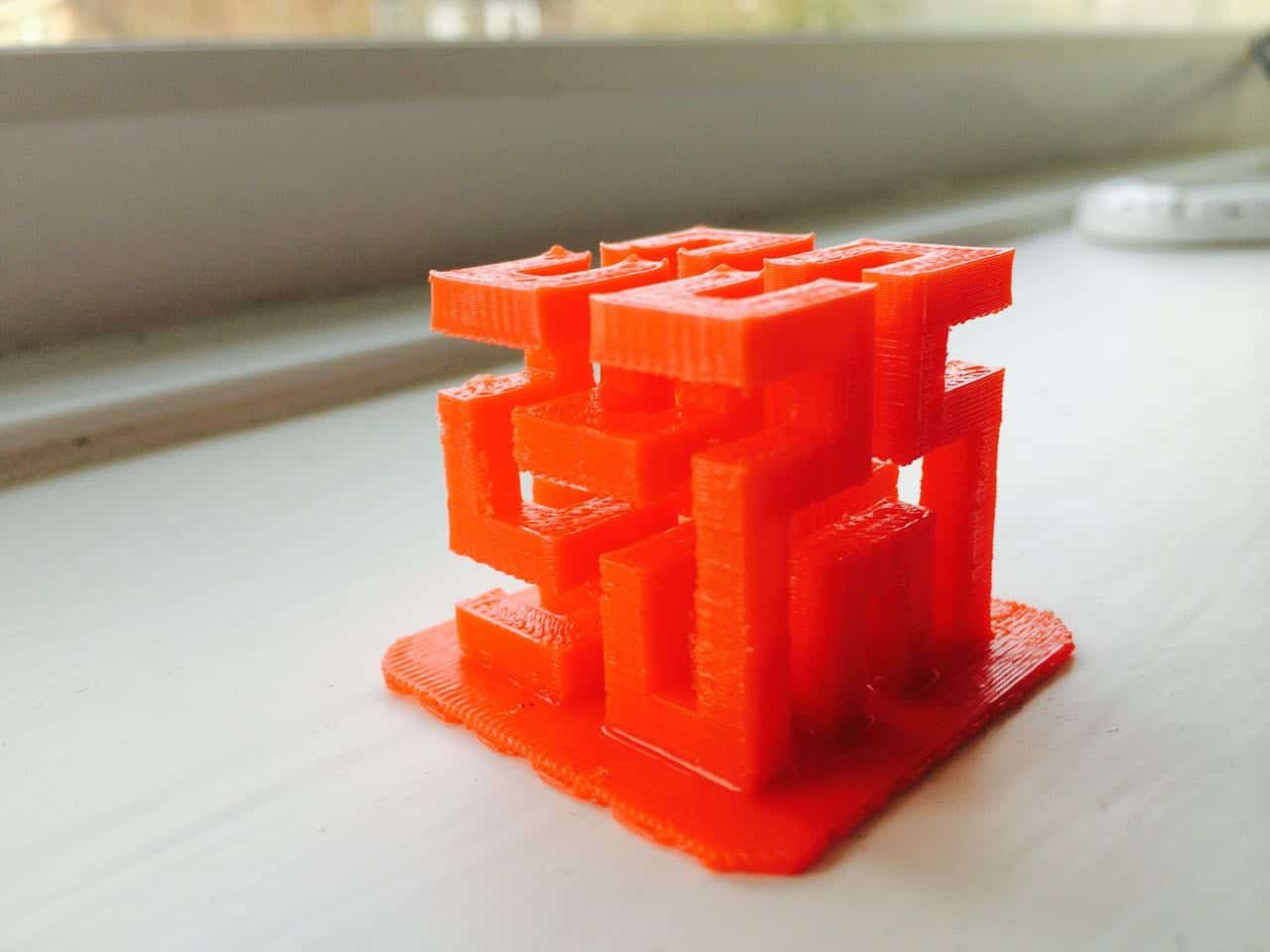
Rano model był już gotowy. PVA zniknęło, odsłaniając nieco skomplikowany kształt kostki Hilberta.
Do wypróbowania PVA zbierałem się już od dawna. Efekt okazał się lepszy niż się spodziewałem. W ten sposób można wydrukować naprawdę skomplikowane modele. Jak dla mnie, jedynym mankamentem jest niestety cena. W tej chwili PVA jest raczej ciężko dostępne, a jeśli już można je zamówić, jest drogie. Gdyby nie to, wszystkie wydruki drukowałbym z podpórkami PVA. Zainteresowanych filamentem odsyłam do oferty sklepu 3dPhoenix, który przekazał próbki.
Spodobał Ci się ten artykuł? Skorzystaj z poniższego formularza i zapisz się na powiadomienia o nowych artykułach!
Przeczytaj powiązane artykuły oraz aktualnie popularne wpisy lub losuj inny artykuł »
ABS, druk 3d, drukarka, filament, PLA, podpory, pva, silcer
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY z Arduino i RPi.
















Trwa ładowanie komentarzy...