Każdy, kto budował drukarkę przestrzenną wie jakim koszmarem może być etap kalibracji.
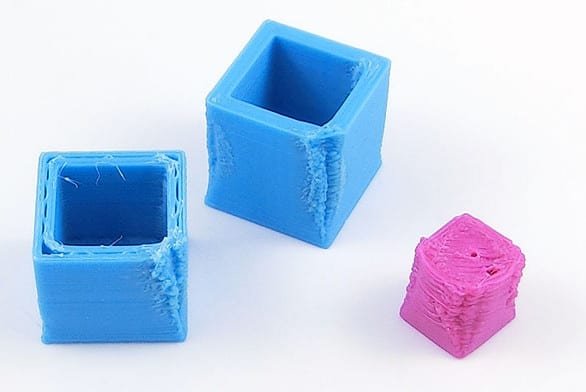
Z dużym prawdopodobieństwem po złożeniu urządzenia będzie ono drukowało delikatnie mówiąc "mało precyzyjnie" (zdjęcie obok). Ostatni artykuł tej serii dotyczy moich problemów z pierwszymi drukami 3D.
Mój największy koszmar! Do momentu pierwszego wydruku całkowicie nie zdawałem sobie sprawy z tego, że wyciskany filament najzwyczajniej nie chce przywierać do szklanego stołu. Działo się to niezależnie od materiału (PLA, ABS). Rozwiązań, które można znaleźć w Internecie było mnóstwo. Testowałem ich bardzo dużo, ostatecznie znalazłem dwa działające i na nich się skupię.
Chcesz odebrać rabat 30zł na zakup drukarki Jelwek Prusa i3? Napisz do mnie >>
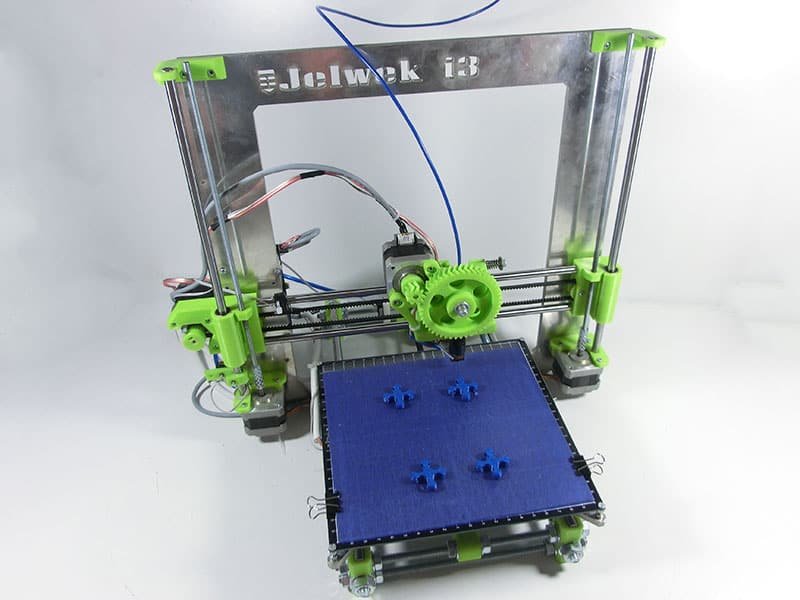
Dla wydruków z PLA w moim przypadku najlepiej sprawdził się stół podgrzany do 60ºC, który pokryty został niebieską taśmą malarską. Zwykła żółta taśma niestety nie nadaje się do tego zadania. Legendy głoszą, że równie dobrze sprawdza się wymyte i odtłuszczone szkoło. Niestety metodą tą nie uzyskiwałem zadowalających efektów. Dlatego ostatecznie pozostałem przy taśmie.
Przykładowy wydruk na niebieskiej taśmie malarskiej.
W przypadku ABS stół podgrzewałem do 100ºC, a przy pierwszych warstwach czasami do 110ºC. Głównym problemem występującym podczas użytkowania tego tworzywa było odklejanie się pierwszych warstw lub ich podwijanie. W efekcie wszystkie powyższe z czasem ulegały uszkodzeniu. Przykładowy efekt podwiania się warstw widoczny jest na poniższym wydruku.
Podwijające się pierwsze warstwy wydruku
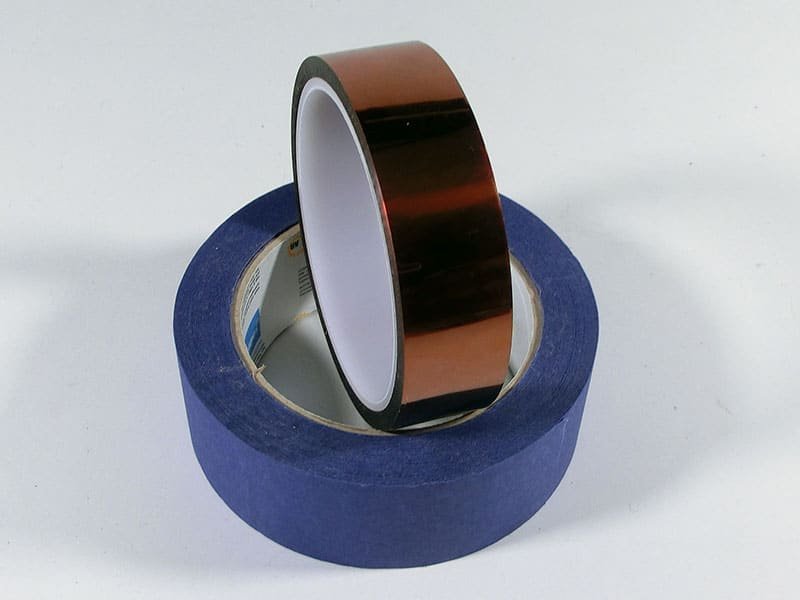
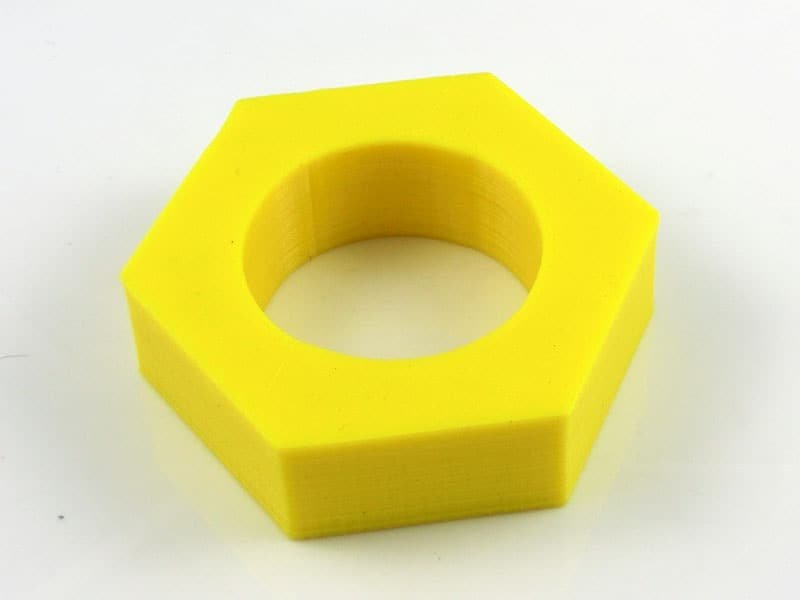
Próby wykorzystania taśmy kaptonowej nie przyniosły zadowalających efektów. Niestety jedynym dobrze działającym rozwiązaniem był sok z ABSu, czyli ABS rozpuszczony w acetonie, którym smaruje się stół. Sok sprawia również, że pierwsza warstwa ma nieco inną strukturę. Poniżej wydruk zielonego otwieracza do nakrętek na soku z niebieskiego ABSu.
Pierwsza warstwa wydruku na soku z ABS
Rozwiązanie jest skuteczne, jednak unoszący się w powietrzu "zapach" acetonu był dla mnie nieznośny. Szczególnie, że drukarka stała w pokoju, gdzie normalnie przebywałem. Po kilku testowych wydrukach zrezygnowałem z tej metody i skupiłem się jedynie na PLA.
Niebieska taśma malarska oraz taśma kaptonowa.
Poziomowanie stołu
Stół musi być wypoziomowany, aby każda kolejna warstwa przylegała do poprzedniej równo i bez problemów. Kalibracja stołu jest zabiegłem, którego nie da się uniknąć. Celem tych regulacji jest ustawienie głowicy w odległości około 0,1mm od powierzchni stołu. Aby to osiągnąć możemy regulować krańcówkę oznaczającą początek osi Z oraz wysokość każdego z narożników stołu.
Stół powinien być poziomowany po jego rozgrzaniu!
W moim przypadku kalibracja przebiegała w sposób następujący:
Rozgrzanie stołu
Ustawienie krańcówki osi Z tak, aby w wybranym skrajnym punkcie stołu odległość głowicy od podłoża wynosiła 0,1mm
Regulacja pozostałych trzech rogów, tak aby w każdym miejscu stołu odległość głowicy była stała
W teorii proces jest prosty, jednak w praktyce wymaga dużej ilości czasu oraz licznych prób. Po każdej kalibracji najlepiej wydrukować jest kilka równo rozmieszczonych sześcianów. Widać na nich dobrze wszystkie problemy.
Kalibracja osi Z
Przed przystąpieniem do poziomowania stołu warto pamiętać, że czasami problemy stwarzać może źle wypoziomowana oś Z.
W celu sprawdzenia jej poprawnego montażu polecam podnieść oś Z jak tylko to możliwe i sprawdzić w jakiej odległości od góry prowadnic znajduje się lewa i prawa część osi Y. W celu wyrównania obu wartości wystarczy przekręcić ręcznie jeden z silników poruszających osią Z.
Efekty kalibracji
Zanim skalibrujemy naszą drukarkę podczas jej pracy naszym oczom może ukazać się poniższy widok. Jednak nie należy się przejmować.
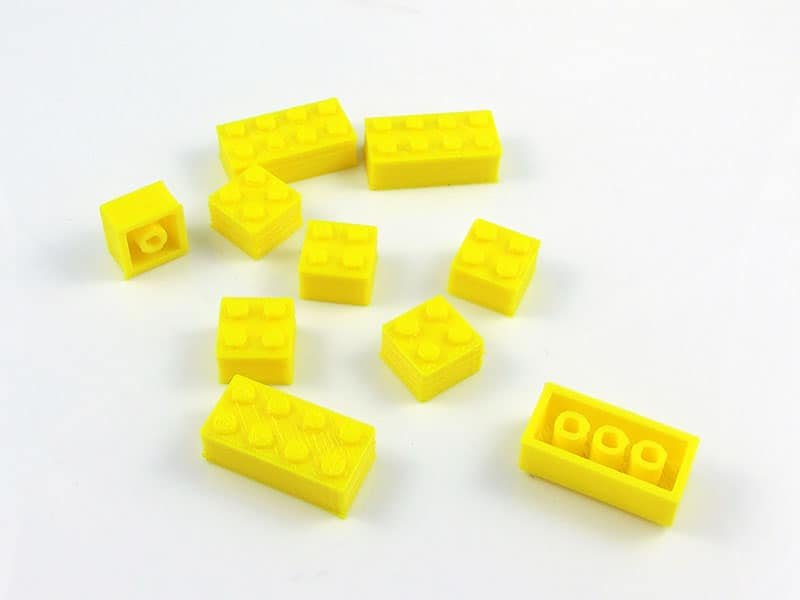
Gdy spędzimy kilka(naście) godzin na kalibracji efekty zaczną być coraz lepsze. Poniżej moje przykładowe wydruki na skalibrowanej drukarce.
Koło zębate
Gwizdek
Logo Forbota
Klocki
Klocki
Elementy ruchome (wydrukowane osobno)
Wirniki
Nakrętka
Podsumowanie
Kilka tygodni z drukarką dostarczoną przez firmę Jelwek nauczyło mnie wiele nowego o technologii druku przestrzennego. Zestaw Prusa i3 mogę polecić każdemu, kto chciałby za niskie pieniądze zacząć przygodę z drukiem 3D.
Ja niestety musiałem się już rozstać z wypożyczoną drukarką. Jednak niedługo powrócę z testami kolejnego urządzenia! Czy moja krótka seria skłoniła kogoś z Was do zainteresowania się technologią druku 3D? Czekam na Wasze komentarze!
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY na bazie Arduino i Raspberry Pi.
To nie koniec, sprawdź również
Przeczytaj powiązane artykuły oraz aktualnie popularne wpisy lub losuj inny artykuł »
Dołącz do 30 tysięcy osób, które otrzymują powiadomienia o nowych artykułach! Zapisz się, a otrzymasz PDF-y ze ściągami (m.in. na temat mocy, tranzystorów, diod i schematów) oraz listę inspirujących DIY z Arduino i RPi.





























Trwa ładowanie komentarzy...